Implementación de Demand Driven para MTS, ATO, MTO y ETO
7:04
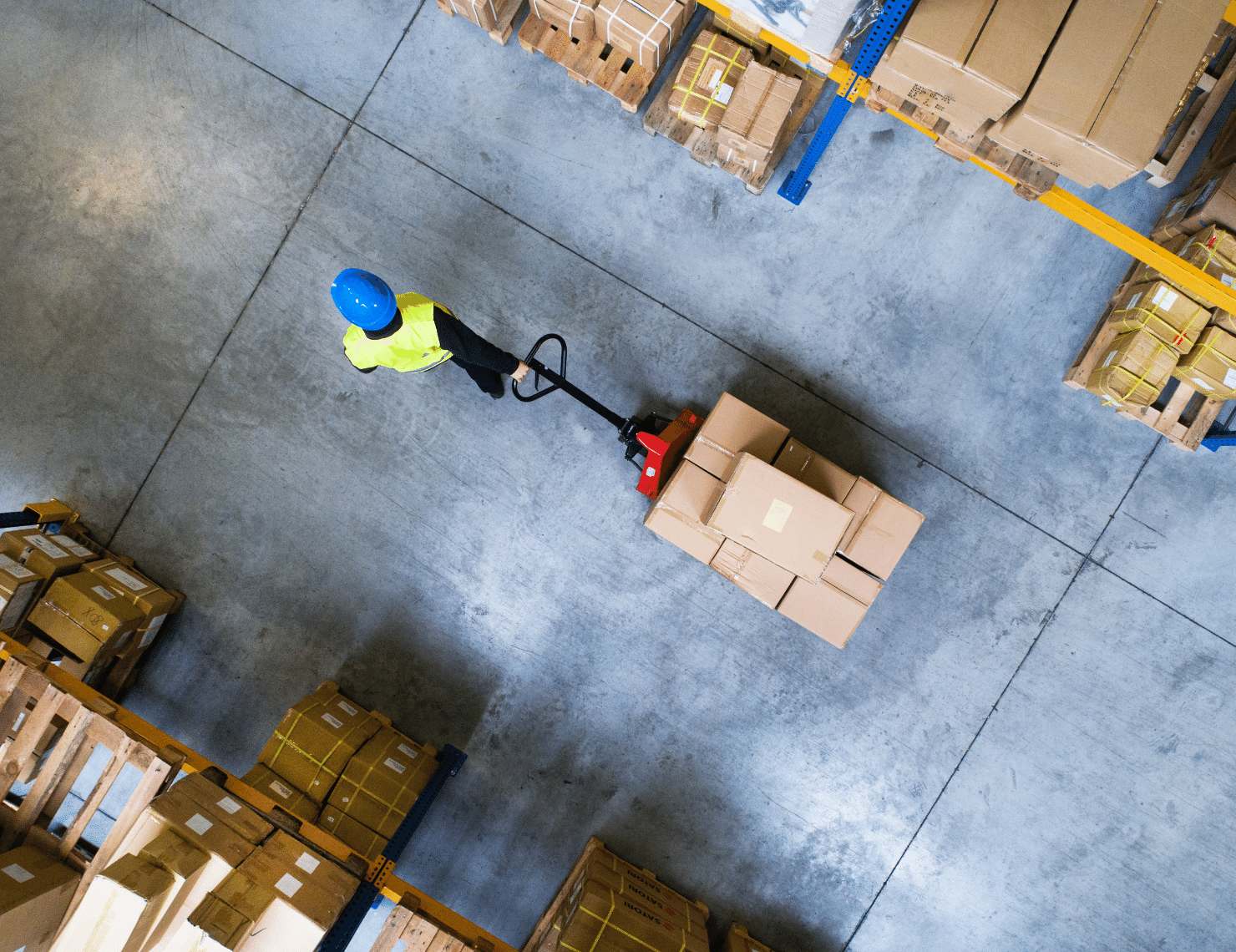
Probablemente ya haya visto este diagrama, que resume las diferentes tipologías de fabricación :
¿Se ajusta el modelo impulsado por la demanda a estas tipologías? ¿Cómo cambiaría su implementación de la fabricación impulsada por la demanda para apoyar cada entorno?
En cada una de esto escenarios, con la excepción de Engineering-to-Order (ETO), la demanda del cliente asciende por la cadena de suministro hasta un punto de desacoplamiento, es decir, hasta un stock de inventario diseñado para estar disponible y cumplir con las expectativas de tiempo de entrega del cliente.
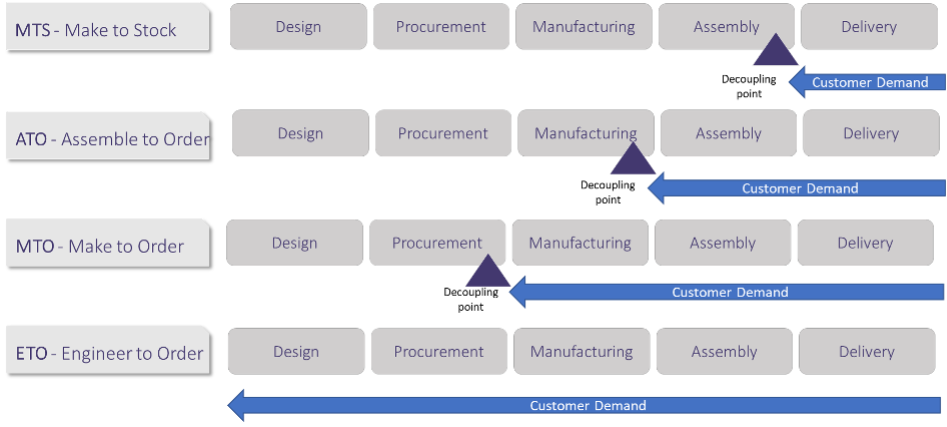
Dado que uno de los puntos fuertes de la metodología Demand Driven es permitir dimensionar y reponer eficazmente los puntos de desacoplamiento, el modelo Demand Driven incorporará buffers DDMRPen estos puntos de desacoplamiento, y se beneficiará de una solución de software «compatible con DDMRP» para gestionarlos.
Por lo tanto, tendrá el siguiente diagrama:
Si se detuviera ahí, el principal beneficio de implementar un modelo Demand Driven sería tener unos buffers dinámicos y una gestión pull más visual. Aunque en la práctica podemos ver que este sencillo paso ofrece resultados, en el contexto de MTS este beneficio sigue siendo relativamente limitado en comparación con las funcionalidades disponibles de su ERP para gestionar el inventario de productos terminados.
En los contextos de ATO y MTO, los beneficios serían más significativos, ya que los sistemas ERP no suelen ofrecen funcionalidades efectivas para gestionar los puntos de desacoplamiento en niveles intermedios. Toda la lógica del MRP, basada en las previsiones sobre productos terminados y el cálculo de las necesidades en los niveles más bajos (demanda dependiente) no está diseñada para el desacoplamiento de los inventarios en los niveles intermedios de la BoM.
Fabricación basada en la demanda en un flujo MTS
Se podría decir que esto parece contradictorio. Pensábamos que DDMRPera principalmente para productos con un flujo importante, por lo que normalmente se trata de MTS, y ¿nos está diciendo ahora que solo obtenemos beneficios relativamente limitados al implementar buffers dinámicos en productos terminados?
No nos quedemos ahí.
La lógica de desacoplamiento no sólo se aplica en el punto en que se realiza el pedido del cliente en la cadena de suministro. Para implementar un modelo ágil que nos permita responder continuamente a la demanda del cliente en modo pull, en la mayoría de los casos implementaremos stock en puntos intermedios de desacoplamiento, en posiciones aguas arriba: componentes comprados, productos semielaborados comunes, etc.
Esto es así especialmente en MTS, porque si nuestros productos terminados son recurrentes, también lo son nuestros componentes comprados y semielaborados, y nos beneficiará configurar una red de buffers dinámicos aguas arriba. Entonces nos beneficiaremos del flujo pull de extremo a extremo de la cadena de suministro.
Bien, ¿entonces un modelo Demand Driven para MTS pretende sólo configurar una red de buffers de stock?
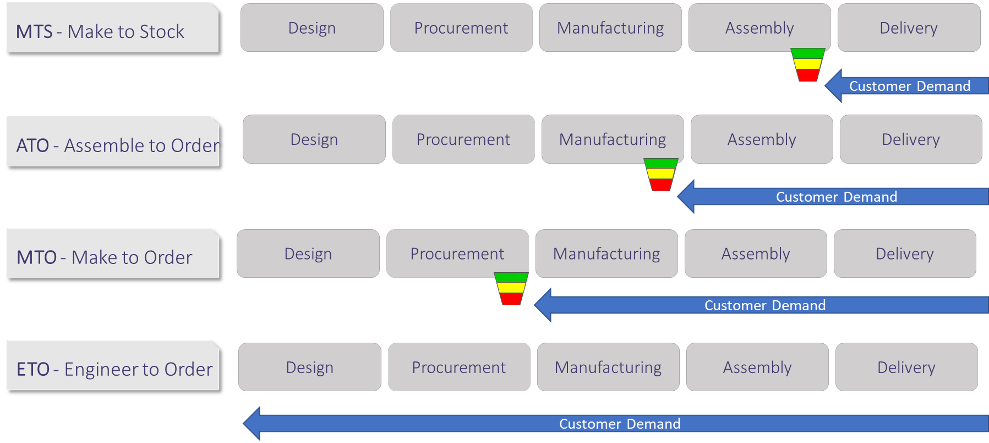
En muchas empresas, este paso le permitirá obtener los principales beneficios. Pero especialmente si su producción es compleja, si tiene limitaciones de capacidad que gestionar, tendrá que completar su modelo con puntos de control, buffers de capacidad y buffers de tiempo. Si no está familiarizado con estos conceptos, le invitamos a leer los artículos de nuestro blog dedicados a ellos. Este paso le permitirá acelerar los flujos, reducir el trabajo en curso y optimizar el uso de sus capacidades. Su modelo puede tener un aspecto parecido al siguiente:
Fabricaciónen función de la demanda en un flujo ATO
Si fabrica bajo pedido, su primera ventaja será tener un mecanismo que garantice la disponibilidad de todos los componentes antes del montaje final.
Aguas arriba, establecerá un modelo de producción como el que acabamos de ver en un flujo MTS. Aguas abajo, recomendamos que establezca un punto de control de envío y un corto buffer de tiempo que le permita controlar visualmente las prioridades de montaje y asegurar los compromisos con el cliente. Su flujo tendrá el siguiente aspecto:
Fabricaciónen función de la demanda en un flujo MTO
Si está en MTO, sus principales puntos de desacoplamiento de inventario están en las materias primas y los componentes comprados. Muy a menudo también hay subconjuntos recurrentes, en los que puede colocar algunos Buffers de inventario.
Su desafío es asegurar la disponibilidad de sus componentes comprados, prometer fechas realistas y fiables para sus clientes, y preparar su proceso de fabricación en el menor tiempo posible optimizando el uso de sus recursos limitados. Para ello necesitarás un modelo operativo completo. En una versión muy simplificada podría ser así:
Fabricaciónen función de la demanda en un flujo ETO
En el diseño personalizado, el beneficio de los buffers de invenatrio será mucho más limitado. Es probable que siga teniendo algunos, porque está utilizando algunos montajes y componentes recurrentes en cada nuevo sistema diseñado y fabricado. Puede que algunos de estos buffers de stock se encuentren en las plantas de sus proveedores.
Además, a menudo se encuentra en modo de proyecto, con largos plazos de entrega, riesgos de múltiples iteraciones y ajustes y una complejidad de etapas interconectadas.
Un modelo DDOM completo le será de gran ayuda, se beneficiará de ampliar el uso de los buffers de tiempo a las fases de diseño, y será conveniente completar su modelo con una gestión de proyectos usando Cadena Crítica Multi Project Management.
Su modelo podría tener este aspecto, con un diagrama de proyecto más o menos complejo y gráficos de alerta para controlar la ejecución, además de los puntos de control y los mecanismos de buffer de tiempo.
¿Qué tal si lo mezclamos?
De hecho, pocas empresas y flujos son puramente MTS / ATO / MTO / ETO. La realidad es que estas tipologías a menudo coexisten y compiten en la misma planta para compartir los mismos recursos: equipos o stocks de componentes.
Por lo tanto, debe establecer un sistema de prioridades coherente y hacer el mejor uso de sus recursos compartidos. Para ello, debe implantar un modelo operativo integral basado en la demanda (DDOM).
La mayoría de las soluciones de software en el mercado se limitan a buffers de stock y sólo admiten DDMRP. Esto es un requisito previo, pero no aborda por completo la complejidad de los distintos flujos de la cadena de suministro híbrida.
Nuestras soluciones, al ofrecer el modelo completo «compatible con DDOM«, abordan todos estos casos, y si se encuentra en un entorno ETO, tenemos muchos ejemplos que podemos compartir de implantación exitosa en relación con la gestión de proyectos usando el modelo Cadena Crítica
Descubre cómo equilibrar los activos de tu empresa con la demanda del mercado utilizando metodologías como DDMRP y EOQ para optimizar la producción y...