Exploiter les Contraintes : Étape 2 des Five Focusing Steps de la TOC
Découvrez comment exploiter au mieux les contraintes de votre système industriel selon la Théorie des Contraintes pour optimiser la productivité et améliorer les flux de production.
Exploiter les Contraintes : Étape 2 des Five Focusing Steps de la TOC
4:25
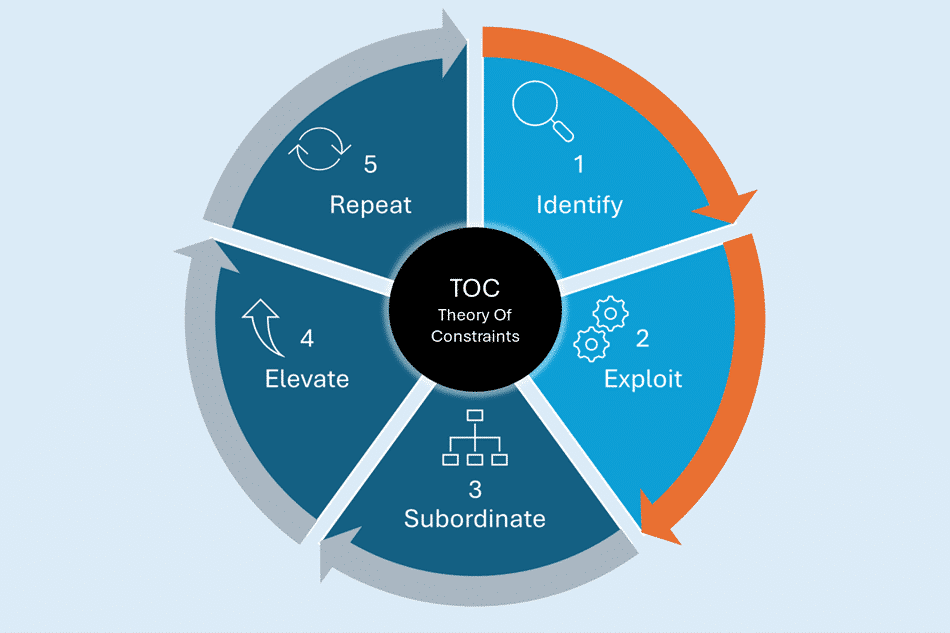
Connaissez-vous les “five focusing steps » ? Cette approche est au cœur de la Théorie des Contraintes (TOC), l’école de pensée initiée par Dr Eli Goldratt, l’auteur du bestseller « Le But ».
Les « Five Focusing Steps » sont un peu le pendant du PDCA – Plan Do Check Act de Deming : ce sont cinq étapes pour conduire le processus d’amélioration. Il s’agit en l’occurrence de prendre en compte un système complet – par exemple les flux de fabrication dans une usine - et de focaliser sur les étapes ou ressources critiques, pour améliorer le système dans son ensemble.
Après avoir identifié nos contraintes (notre article précédent), nous allons maintenant les exploiter au mieux.
Exploiter
Le terme d’exploitation peut avoir une connotation négative. Ne soyons pas timides : nous sommes dans l’industrie, et nous avons besoin de productivité pour être concurrentiels. Ceci veut effectivement dire que nous voulons exploiter chaque minute de nos ressources contraintes.
Toute minute perdue sur la contrainte est une perte pour le système complet. Nous voulons donc optimiser l’utilisation de la contrainte, et la protéger au mieux des aléas.
La mesure de TRS est souvent contraire à l’optimisation des flux, mais pour les contraintes elle est absolument pertinente.
Quelques exemples d’actions à mener sur la contrainte :
Repérer de manière claire les postes contraints dans l’atelier, de manière à ce que chacun sache qu’on n’a pas le droit de perdre de la capacité sur ce poste,
Mener des actions SMED pour optimiser les changements
Donner priorité à ces postes pour les interventions de maintenance curative
S’assurer de disposer d’un pool d’opérateurs polyvalents pour ne jamais arrêter la contrainte par manque de personnel.
Etc.
Intuiflow va plus particulièrement aider à exploiter les contraintes sur les aspects suivants
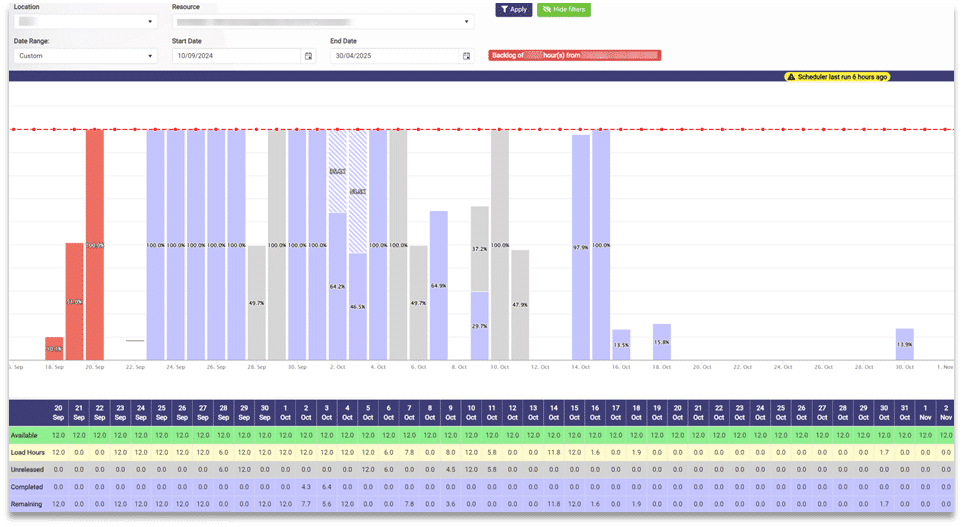
L’ordonnancement optimisé à capacité finie
Le moteur d’ordonnancement va appliquer des règles de regroupement de manière à limiter les changements de série tout en respectant les priorités des flux à la commande et sur stock. On exploite au mieux la capacité disponible.
Le graphe de charge de ressource ci-dessous montre la charge résultant de cet ordonnancement. Aïe, dans ce cas nous avons pris environ 2 jours de retard sur cette contrainte, la loi de Murphy a probablement frappé… C’est le reflet de la vraie vie dans une usine, mais toute l’attention du management est portée sur la progression et l’exploitation de ce poste de charge
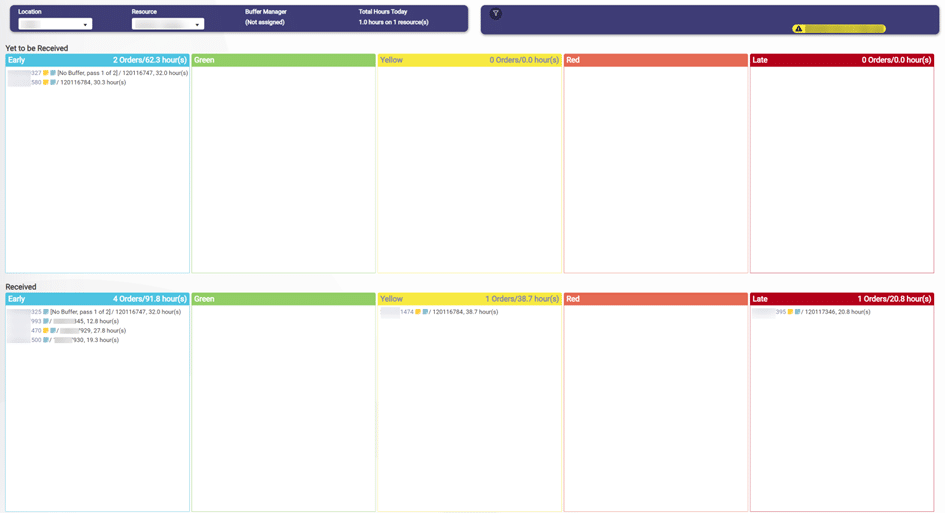
Les buffers de temps
Une contrainte ne doit jamais manquer de travail. Nous organisons donc devant ce poste un buffer de temps – une file d’attente d’en-cours.
Cette file d’attente est visualisée via un tableau de buffer qui est affiché sur un grand écran à proximité de la contrainte dans l’atelier. Ça permet à tous les acteurs d’avoir la visibilité sur le statut de la file d’attente, d’anticiper et d’éviter tout risque de désamorçage, et d’avoir une compréhension commune des priorités.
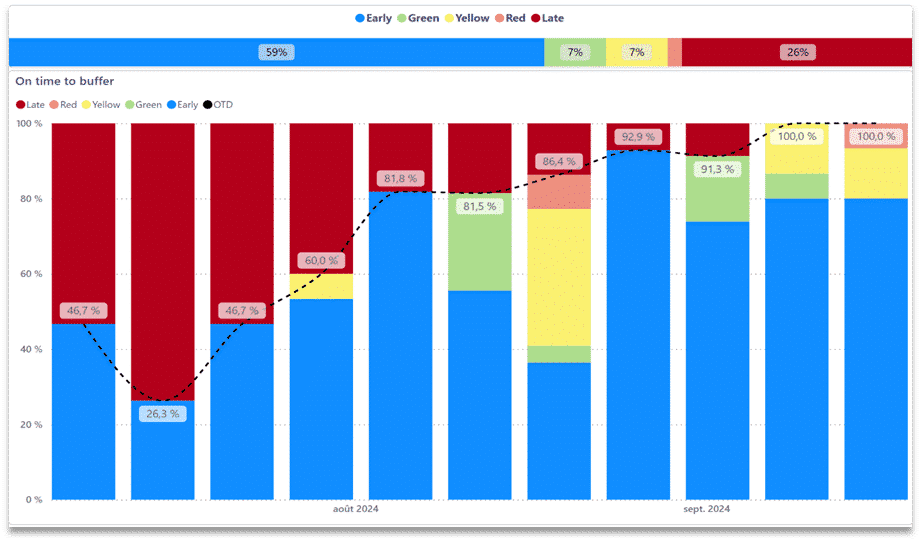
Les analytiques / la capacité démontrée
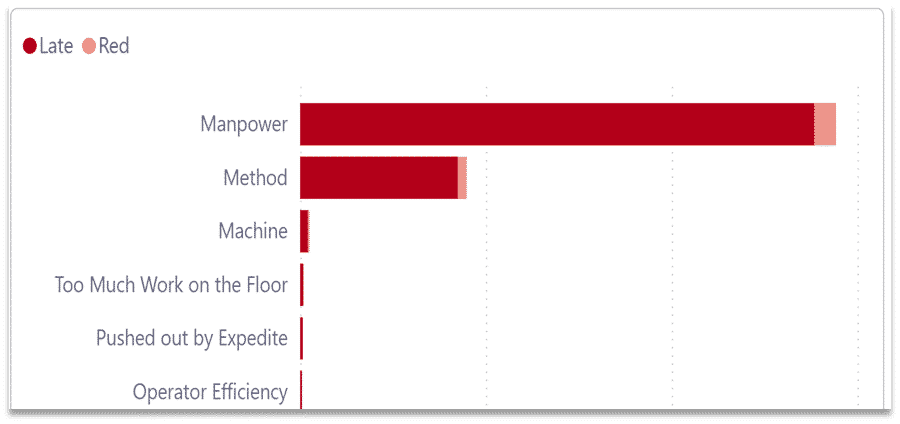
Enfin pour exploiter au mieux les contraintes nous analysons les historiques de performance : Est-ce que le buffer de temps devant la contrainte est efficace ? Quelle est la capacité démontrée ? Quelles sont les causes racine de problèmes ?
Exemple ci-dessous : le buffer de temps protège bien depuis quelques semaines, il n’y a plus de retard de mise à disposition pour la contrainte. Il y a même trop d’avance (de bleu) – ce qui veut dire qu’on peut commencer à réduire les temps de gamme / les délais sur les opérations précédentes.
Nous voyons que nos sources de problèmes sont avant tout des problèmes d’effectifs – nous devons travailler notre polyvalence pour améliorer ça !
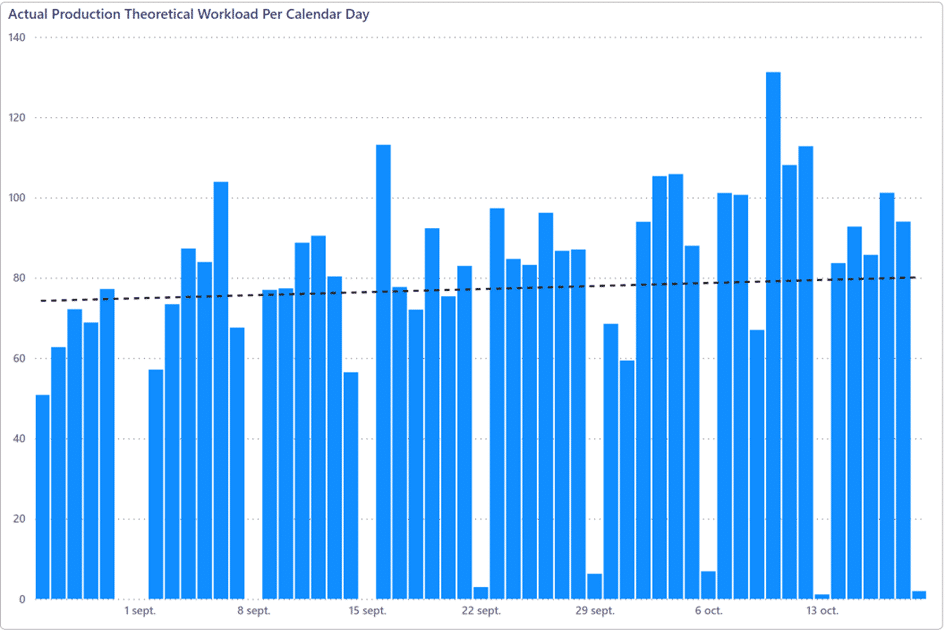
Nous mesurons enfin la capacité démontrée sur ces contraintes. Ci-dessous l’évolution du volume d’heures de gamme réalisées sur une contrainte primaire d’un site industriel d’un de nos clients – on voit bien que le « focus » sur cette contrainte engendre des améliorations, qui permettent d’augmenter la capacité globale de ce flux (on en reparlera à l’étape 3-Elevate).
Nous sommes prêts à passer à l’étape « 3-Subordinate » … lors d’un prochain épisode de ce blog. Stay tuned.