Optimisez la visibilité des flux complexes dans votre supply chain
Découvrez comment améliorer la visibilité et le pilotage des flux complexes dans votre supply chain grâce à des techniques éprouvées et des outils innovants.
Optimisez la visibilité des flux complexes dans votre supply chain
5:49
Une supply chain, des opérations industrielles ou de distribution, c’est avant tout un flux. On part de matières premières, et quelques étapes plus loin on a réalisé un produit fini qui répond à un besoin du marché.
Ce « quelques étapes plus loin » est parfois un euphémisme.
Je me souviens d’une cellule de crise lorsque je travaillais dans l’électronique, car nous manquions d’un composant spécifique et innovant, sous allocation. Nous pistions chaque fabrication dans la chaîne amont de notre entreprise – et lorsque nous avons mis en place ce pilotage nous avons réalisé que le composant en question faisait deux fois le tour du globe avant d’avoir une chance de nous être livré, et impliquait de multiples acteurs.
Ceci peut aussi être le cas à l’échelle d’une seule entreprise – le flux est complexe et n’est pas visible. Vous visitez les ateliers, on fabrique une étape de gamme sur cette machine, et ensuite ce lot va aller… ailleurs. Il y a peut-être 10, 20, 30 opérations de gamme, dont certaines sont réalisées en interne, d’autres chez des sous-traitants.
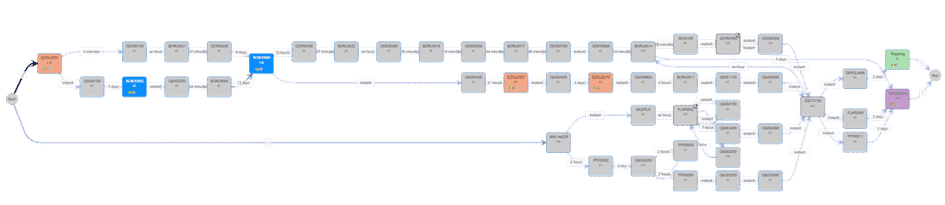
Le schéma ci-dessous représente un flux de ce type. Il s’étend sur plusieurs bâtiments dans une usine, et comprend des étapes sous-traitées.
Imaginez-vous au pied d’une des machines impliquées dans ce flux. Vous ne voyez pas le flux – vous ne voyez pas d’où ça vient et où ça va. Il est difficile aussi de voir si vous allez respecter l’engagement client, la livraison à temps qui se produira plusieurs étapes plus loin.
Pour corser le tout, il va se passer des péripéties : une machine va être en panne, le délai d’un sous-traitant sera plus long que prévu, il va falloir ajouter une opération de reprise car on a un souci qualité.
Dans certaines industries il a été possible de mettre en ligne les opérations – ça a été un apport fondamental du Lean. Comme ça on voit le flux de A à Z et le pilotage est simplifié.
Dans bien des cas ce n’est pas possible, on reste dans une organisation technologique, en « job shop », avec des moyens partagés pour supporter un large spaghetti de flux. C’est par exemple souvent le cas dans l’aéronautique, la défense, l’horlogerie…
Comment assurer la visibilité dans un flux de ce type, comment faire que chacun travaille sur les bonnes priorités, et qu’on se donne toutes les chances de servir le client à temps ?
Plusieurs techniques peuvent être mises à contribution.
Mettre en œuvre un modèle de pilotage
Pour piloter un flux complexe, il convient de définir quelques points critiques, quelques jalons importants, et nous allons focaliser l’attention des équipes sur ces points dans le flux.
Un programme va être défini à chacune de ces étapes clés, et une file d’attente (un buffer de temps) va être positionné devant chacun de ces jalons – ceci permet d’une part d’insérer des sécurités dans le flux pour absorber les aléas, et d’autre part de créer un mécanisme de gestion de priorités à ces points clés. Dans le cas ci-dessous nous avons 4 points de contrôle, 4 étapes critiques que nous avons sélectionnées pour piloter le flux.
Exécuter en fonction de priorités partagées
Chaque file d’attente est pilotée en vert / jaune / rouge. Toutes les opérations en amont d’un point de contrôle suivent les priorités par rapport au statut des ordres en fonction de leur statut dans la file d’attente suivante.
De fait, chacune de ces files d’attentes permet de rendre visible aux étapes précédentes le flux qui était invisible jusque-là. J’alimente le buffer de l’étape critique 3, je suis les priorités rouges / jaunes / vertes de ce buffer. Les priorités sont sans ambiguïté. Le statut d’avance / retard aussi.
Brider l’en-cours
Plus il y a de spaghettis dans le plat, plus c’est inextricable et indigeste.
Plus il y a d’OFs dans le système, plus c’est inextricable et plus il y a de conflits de priorité.
On ne va donc alimenter le système qu’à la vitesse à laquelle il peut aller. Dans le cas ci-dessus c’est l’étape 2 qui donne le tempo, et donc on ne lance des OFs à l’étape 1 qu’en fonction de la capacité démontrée de l’étape 2.
Visualiser le flux à tout moment
La collecte de données le long du processus permet aujourd’hui de cartographier en temps réel où on en est. Le statut d’avancement de chaque pièce peut être visualisé de manière graphique, les retards ou avances aux points clés sont visualisés sur l’équivalent d’une tour de contrôle, et les opportunités d’amélioration sont identifiées grâce au process mining.
Par où commencer ?
Merci de poser la question, oui, oui, bien sûr, toutes ces techniques sont mises en œuvre dans Intuiflow… et si on commençait par faire connaissance ?
Apprenez à visiter efficacement une usine en comprenant l'analyse des flux et les contraintes opérationnelles afin d'optimiser la création de valeur...