Identificación de Limitaciones: Primer Paso en la Teoría de las Limitaciones
Descubre cómo identificar limitaciones en sistemas de producción usando herramientas clave de la Teoría de las Limitaciones para mejorar la eficiencia y rendimiento en tu fábrica.
Identificación de Limitaciones: Primer Paso en la Teoría de las Limitaciones
4:24
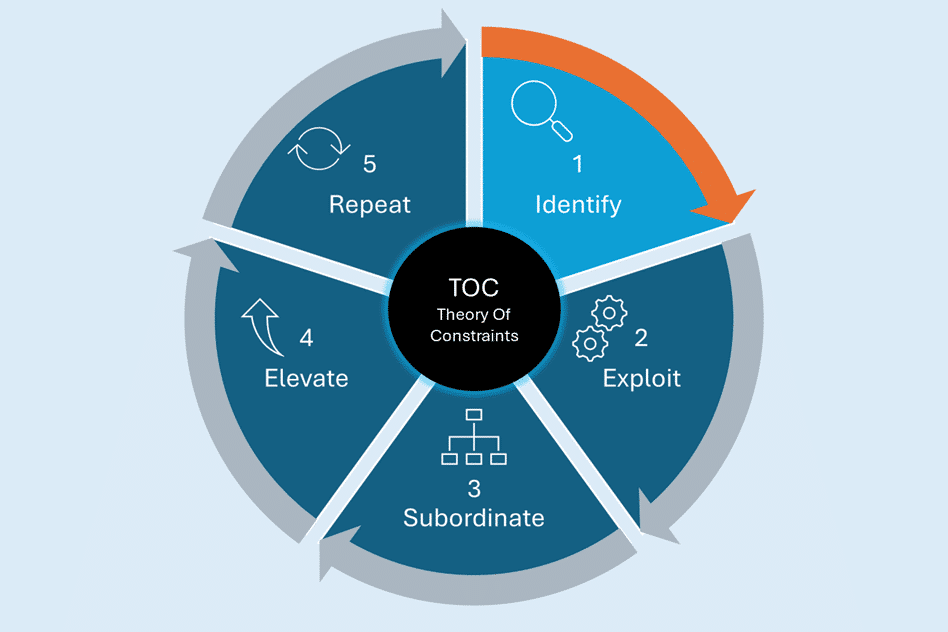
¿Conoce los «cinco pasos de la focalización»? Este planteamiento es el núcleo de la Teoría de las Limitaciones (TOC), la escuela de pensamiento iniciada por el Dr. Eli Goldratt, autor del bestseller «The Goal».
Los «Cinco pasos de la focalización» son el equivalente del PDCA de Deming – Plan Do Check Act: son cinco pasos del proceso de mejora continua. En este caso, la idea es considerar el sistema como un global -por ejemplo, los flujos de fabricación en una fábrica- y centrarse en los pasos o recursos críticos, con el fin de mejorar el sistema en su conjunto.
La TOC abarca un campo de aplicación muy amplio y es rica en conceptos: un principiante en la materia puede perderse rápidamente en ella y encontrar dificultades para traducir los conceptos en acciones prácticas. En el módulo de gestión de fabricación de Intuiflow, hemos trabajado en el desarrollo de herramientas para que este enfoque sea fácil de aplicar y sostenible. Echemos un vistazo:
Identificar
Este paso consiste en identificar la limitación del sistema. Tomemos, por ejemplo, un conjunto de flujos de producción en una fábrica. ¿Cuál es la limitación, o cuáles son las limitaciones?
No siempre es fácil ver cuál es la limitación, sobre todo en un entorno de «fabricación», con recursos tecnológicos compartidos por varias rutas. La identificación de la limitación puede verse empañada por prejuicios y opiniones divergentes. Recuerdo un taller de chapa en el que la actividad principal era la soldadura: todo el mundo se centraba en estas operaciones de soldadura, mientras que en el flujo había una fase de fabricación menos noble, pero más lenta, de la que nadie se preocupaba… y que impedía la entrega a tiempo.
Para facilitar la identificación de limitaciones en Intuiflow, utilizamos dos herramientas clave: el gráfico de carga del sistema y el análisis de procesos (Process mining)
El gráfico de carga del sistema.
Empezamos por definir los horarios de apertura y los rendimientos de cada centro de trabajo, con el fin de parametrizar su capacidad, validada en función de la capacidad demostrada.
Ejecutamos el cálculo de programación / carga, a capacidad infinita, y resumimos la relación carga / capacidad en un horizonte temporal determinado, por ejemplo, las 8 semanas siguientes, en forma de gráfico de carga del sistema.
Este gráfico nos muestra, a capacidad infinita, qué recursos están sobrecargados. Uno por uno, definiremos estos recursos como limitaciones, y ejecutaremos la programación de capacidad finita en estas limitaciones.
En pocos minutos, en la tercera iteración, nos damos cuenta de que controlando a capacidad finita tres de los recursos de este taller, mostrados en azul a continuación, podemos controlar eficazmente la gran mayoría de los flujos de este taller. Estos son posiblemente los tres recursos que hay que gestionar.
Minería de procesos
La segunda herramienta clave que aplicamos es el análisis de procesos. Este análisis se basa en los historiales de transacciones de las operaciones de las rutas, por ejemplo, de las órdenes de producción de los últimos doce meses.
Utilizando la minería de procesos, vamos a visualizar las líneas de flujo (el equivalente de un VSM), y veremos la realidad de las colas que hemos visto en los últimos meses. Una cola suele formarse antes de una limitación: hay un atasco antes del cuello de botella.
El gráfico siguiente es un ejemplo de este tipo de análisis. Además de identificar las colas, este enfoque también nos permite medir la variabilidad. Una cola media de 5 días puede ocultar el hecho de que a veces los pedidos pasan en unas horas y otras en unas semanas, síntoma de falta de control y de procesos de gestión inadecuados.
Con estas dos herramientas incorporadas a Intuiflow, el gráfico de carga del sistema y la minería de procesos, podemos identificar rápidamente las posibles limitaciones. Por supuesto, este planteamiento inicial requiere conversaciones con el personal de fabrica para validar las limitaciones, pero muy rápidamente todas las partes interesadas pueden ponerse de acuerdo sobre la base de mediciones objetivas.
Estamos listos para pasar a la fase 2-Explotación… en una próxima entrega de este blog. Permanezca atento.