Les « Five Focusing Steps » en pratique : «3 – Subordonner »
Découvrez comment subordonner les ressources dans votre entreprise pour protéger les contraintes critiques et optimiser la production selon la Théorie des Contraintes de Goldratt.
Les « Five Focusing Steps » en pratique : «3 – Subordonner »
6:39
Connaissez-vous « les five focusing steps » ? Cette approche est au cœur de la Théorie des Contraintes (TOC), l’école de pensée initiée par Dr Eli Goldratt, l’auteur du bestseller « Le But ».
Après avoir identifié nos contraintes et optimisé leur exploitation, nous allons maintenant subordonner à ces contraintes les autres ressources de l’entreprise.
Subordonner
Dans nos entreprises participatives aux hiérarchies aplanies le terme de subordination peut être mal compris.
Il y a de fait une hiérarchie qui s’établit dans les ressources de l’entreprise. Si nous avons identifié des ressources critiques, nos contraintes, c’est que nous reconnaissons qu’il s’agit de nos ressources les plus précieuses, à protéger.
Les autres ressources de l’entreprise – par exemple les postes de travail avant et après cette contrainte – doivent lui être assujettis.
Les buffers de capacité
Il y a quelques années, nous avions mené un projet dans une usine de métallurgie. Il n’y avait aucune ambiguïté sur la contrainte majeure sur ce site : un four de recuit monumental, par lequel passait tous les flux majeurs du site, pleinement chargé 24h par jour sur 7 jours. Cet équipement conditionnait l’essentiel du chiffre d’affaire du site, sécuriser son débit était donc essentiel.
En amont de cette installation il y avait plusieurs étapes de process qui n’étaient pas pleinement chargées. C’est ce qu’on appelle des buffers de capacité : des équipements qui disposent d’une marge de capacité disponible. Ces équipements peuvent rencontrer des problèmes – par exemple tomber en panne – mais grâce à leur capacité disponible ils sont susceptibles de rattraper le retard.
Comme nous l’avons vu lors de nos articles précédents, nous avions établi un buffer de temps – une file d’attente – à l’entrée de ce four. Tant que les aléas et la capacité disponible en amont ne génèrent pas plus de retard que la durée de ce buffer de temps, tout va bien. Les étapes amont sont subordonnées à la contrainte. Charge aux superviseurs de production de s’assurer que la contrainte est toujours protégée.
Parmi les étapes en amont de cette contrainte, il y avait un autre équipement clé, dont la charge moyenne était chaque jour de l’ordre de 2,2 équipes. Il était ouvert en 3x8, assurant ainsi une marge de capacité. Cependant, la productivité mesurée de cet équipement n’était pas bonne. Par ailleurs il fallait 1 pilote d’équipement dans chacune des 3 équipes pour pouvoir en assurer le fonctionnement.
Afin de faire des économies et de gagner en productivité, le directeur de production a décidé de passer cet équipement en 2x8 au lieu de 3x8 : ça permettait d’économiser un opérateur.
Résultat des courses : après quelques semaines, la contrainte majeure du site était désamorcée, avec perte de chiffre d’affaire, plan de rattrapage imposé par les clients, plusieurs mois de crise pour revenir à peu près à flot.
On peut qualifier ça de délit d’insubordination : tout doit être subordonné aux contraintes.
Rappel d’un enseignement d’Eli Goldratt : toute perte de temps sur un goulot est une perte de temps sur le système dans son ensemble. Tout gain de temps sur un non-goulot est un leurre.
La surveillance active des buffers de capacité
Dans Intuiflow, nous allons surveiller la charge des non-goulots, en amont comme en aval des contraintes.
En amont, il est important de ne pas désamorcer la contrainte. En aval, il est tout aussi important d’absorber le débit de la contrainte – pour ne pas bloquer la production de celle-ci, par exemple par manque de place.
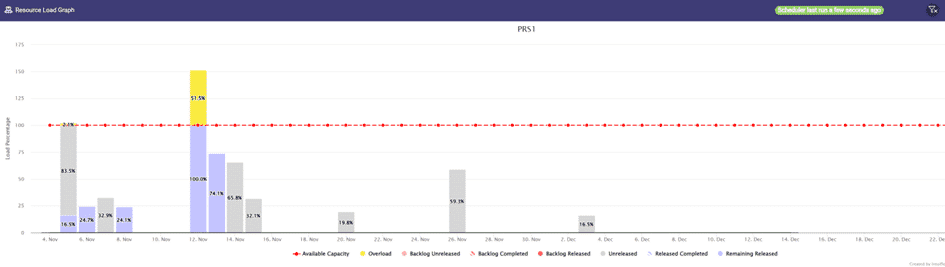
Le graphe de charge de ressource ci-dessous illustre un exemple de buffer de capacité.
Un buffer de capacité n’est pas ordonnancé à capacité finie – seulement les contraintes le sont. On ne veut en aucun cas allonger le délai par la faute d’un buffer de capacité surchargé.
Dans cet exemple, une journée va présenter une surcharge de 50%. Il appartient au superviseur de production de surveiller ces surcharges ponctuelles et de prendre les mesures adéquates :
Anticiper sur la journée précédente si c’est possible,
Ajouter ponctuellement de la capacité (un opérateur de plus, des heures supplémentaires),
Ne rien faire : prendre ½ jour de retard à ce poste, s’il y a un buffer de 3 jours en aval, ce n’est pas un problème.
La surveillance active des buffers de temps
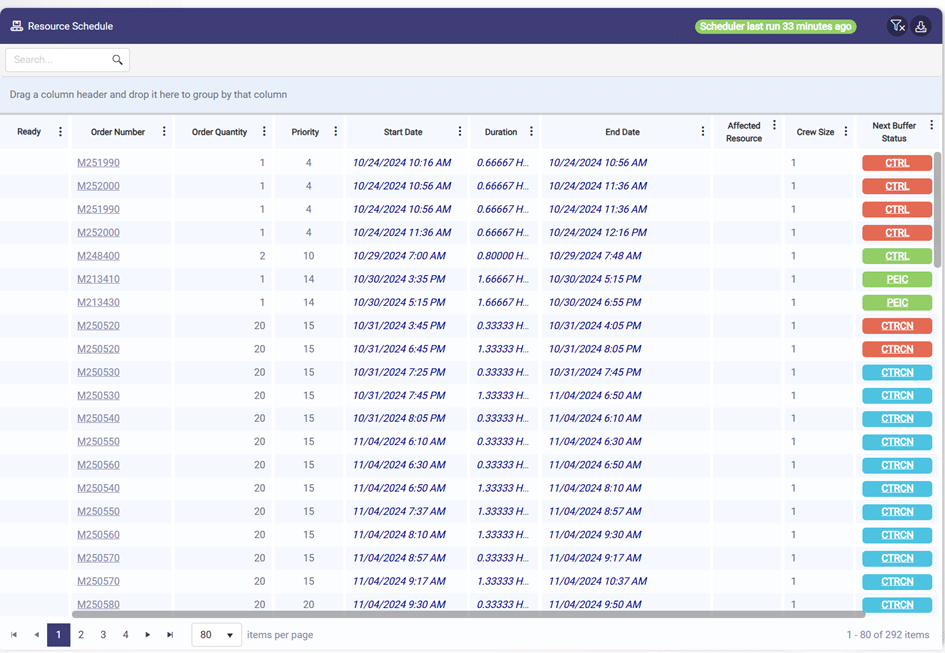
Pour assurer que chaque buffer de capacité protège efficacement les contraintes en aval, le programme de chaque ressource affiche le statut des ordres de fabrication dans le buffer de temps vers lesquels ils se dirigent.
Par exemple ci-dessous – les ordres en rouge doivent être traités en priorité, puis les verts. Ce statut évolue en temps réel, et donne sans ambiguïté les priorités.
A noter qu’il n’est pas question d’autoriser le poste amont de procéder à des regroupements d’ordres pour se faciliter la vie, si ça risque de mettre en péril le programme sur la contrainte. On su-bor-don-ne !
Les animations à intervalle court
Comme nous l’avons vu dans nos articles précédents, les réunions de production se font face aux tableaux de buffers, de manière à aligner tout le monde sur les priorités : protéger l’intégrité des buffers de temps, en assurant la subordination des ressources pour protéger les points clés dans nos flux.
Les points de communication SQCDP sont devenus communs dans les usines. Cependant lors de mes visites de site je constate souvent que le « D » de délai / service est peu ou mal mesuré. Il n’est pas toujours clair, à chaque étape de processus, si on fait bien notre travail, à temps. Avec la logique DBR notre mission devient claire : protéger les ressources que nous alimentons – ne pas laisser nos tableaux de buffer dériver dans le rouge sombre. Ceci est mesuré tous les jours, et si nous générons du retard sur ces étapes clés nous en cherchons les causes.
Un autre aspect de la subordination concerne les équipes support. Celles-ci (maintenance, approvisionnements, RH, etc.) doivent aussi être subordonnées aux contraintes – et assurer qu’elles les protègent avec les bons flux de matières, une maintenance préventive et corrective priorisée, une polyvalence des opérateurs adéquate, etc. Nous sommes tous des subordonnés du Gemba - de l’atelier - où se crée la valeur.
Nous sommes prêts à passer à l’étape « 4-Elevate » … lors d’un prochain épisode de ce blog. Stay tuned.