Maîtriser le Temps pour Optimiser le Taux de Service (OTD)
Découvrez comment maîtriser le temps avec la Théorie des Contraintes pour améliorer votre taux de service et optimiser vos processus de production dans la supply chain.
Maîtriser le Temps pour Optimiser le Taux de Service (OTD)
4:09
Rien ne sert de courir…
Dans vos ressources de production, dans vos ordres de production, parmi vos fournisseurs, vous avez des lièvres et des tortues.
Le tout est d’arriver à temps (oui, je sais, ce n’est pas la morale d’origine).
C’est ce que mesure l’indicateur de performance le plus important pour la supply chain : le taux de service – avec quelques variantes de calcul en fonction des entreprises – taux de service, OTD, OTIF, appelez-le comme vous voulez, mais faites en sorte qu’il approche aussi prêt que possible des 100%.
Comment améliorer l’OTD ?
Le taux de service est la résultante de processus, de décisions, d’aléas – c’est le juge final de l’aptitude d’une entreprise à répondre à la demande.
Concevoir un modèle de pilotage pertinent, positionner les bons stocks au bon endroit, piloter la capacité, développer la performance fournisseur, améliorer la fiabilité des équipements, réduire les non-qualités, tout va contribuer à améliorer l’OTD – mais quand le résultat n’est pas à la hauteur des attentes, comment définir les priorités d’actions à mener ?
Maîtriser le temps
Pour améliorer l’OTD et engager son processus d’amélioration, la Théorie des Contraintes préconise l’utilisation raisonnée de buffers de temps.
On positionne en particulier toujours un buffer de temps à la fin du processus – avant expédition au client, ou avant mise en stock.
Un buffer de temps est une marge de sécurité intégrée dans le flux – dans la gamme opératoire de l’article fabriqué.
Par exemple, nous allons positionner un buffer de temps de 3 équipes avant expédition. Ça signifie que nous visons une fin de fabrication des produits 3 équipes avant la date promise d’expédition. Si nous travaillons en 3x8, nous visons une disponibilité avec une sécurité de 24h.
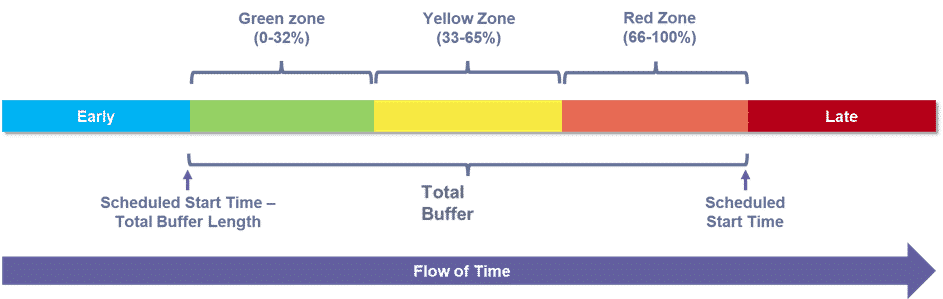
Par ailleurs nous allons diviser cette sécurité en trois zones rouges / jaunes / vertes.
Sur cet exemple, chacune des zones représente un tiers du temps – une équipe de 8h si notre buffer est de 24h.
Ces jeux de couleur vont permettre de visualiser sans ambiguïté les priorités, et nous devons y associer des actions :
Quelle action si le produit n’est pas encore disponible dans la zone jaune ?
Quelle action sir le produit n’est pas encore disponible dans la zone rouge, pour éviter qu’il ne finisse en retard ?
Alimenter l’amélioration continue
Une mesure d’OTD compte le pourcentage de lignes livrées à temps. C’est binaire : bon ou mauvais.
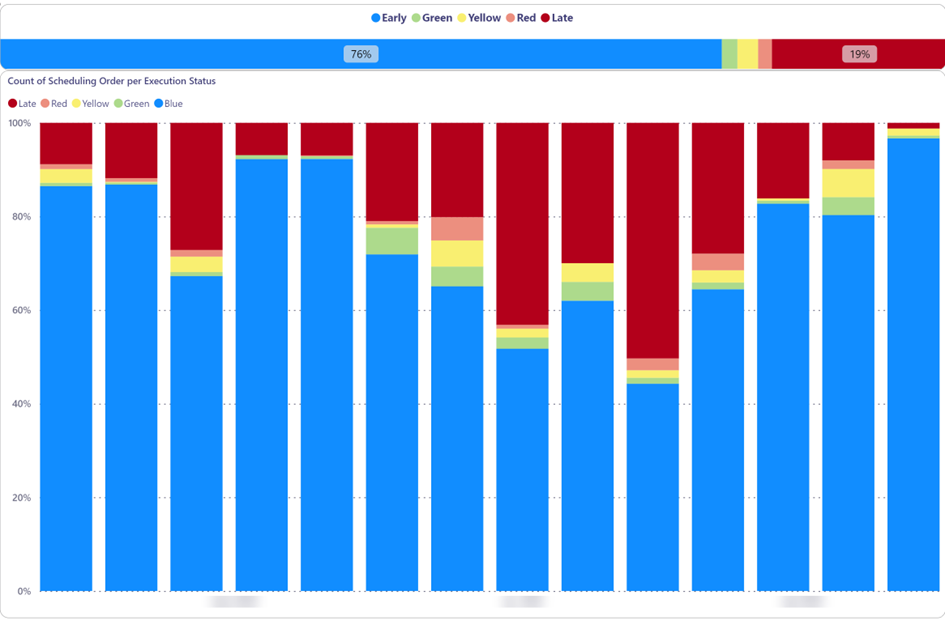
Lorsqu’on utilise un buffer de temps, on peut mesurer quelque chose de plus circonstancié : dans quelles zones du buffer de temps recevons-nous les articles ?
Nous pouvons désormais analyser quelle est la consommation de notre buffer de fin, et les caractéristiques des ordres qui arrivent à la fin du buffer ou en retard – s’agit-il par exemple des ordres qui passent par un moyen de production spécifique ?
On constate que de nombreux ordres arrivent dans le buffer de temps en avance (en bleu) alors que d’autres arrivent en retard (rouge sombre) – peut-on réduire les bleus pour libérer la capacité pour éviter les retards ? S’il y a tant de bleu, pouvons-nous réduire le délai ?
Le buffer semble trop faible, le nombre de réceptions en vert / jaune / rouge est faible – faut-il augmenter la taille du buffer ? Faut-il renforcer en production la discipline de respect des priorités ? Probablement les deux…
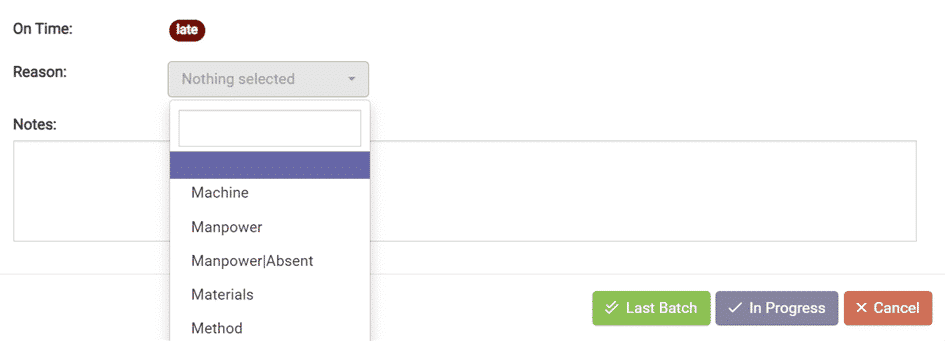
Capturer une nature de cause lorsqu’un ordre est reçu en retard et dans la zone rouge permet d’alimenter le processus d’amélioration continue.
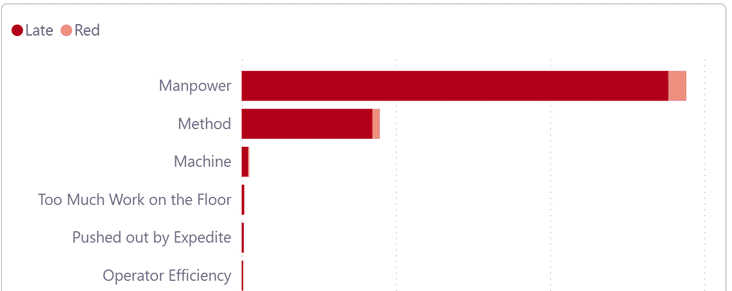
Ceci va permettre de disposer en permanence d’un diagramme d’Iskikawa (cause et effets) à jour, et d’orienter les actions.
L’exemple ci-dessous est clair : il faut se focaliser sur la gestion des effectifs et de leur polyvalence…
Ce mécanisme de buffer de temps présente donc un double intérêt :
Intégrer dans le modèle opératoire une sécurité pour protéger les dates promises
Introduire un mécanisme de mesure pour mener les actions d’amélioration
Optimisez vos profits en équilibrant disponibilité, capacité et rentabilité grâce à une approche S&OP ciblée et la Théorie des Contraintes. Découvrez...