

Il existe de nombreuses façons de calculer le lot de production optimal.
Dans cet article, nous passerons en revue plusieurs formules différentes et discuterons d’un indicateur connexe : le cycle de commande de production, qui indique la fréquence à laquelle chaque SKU doit être mis en production.
Le but? Trouver une méthode qui équilibre les actifs de l’entreprise avec les besoins actuels du marché, plutôt que le coût unitaire minimum.
En effet, comme l’a dit George Possel, tous les avantages sont directement liés à la pertinence et à la vitesse de circulation des informations et des matières.
Un flux sécurisé, équilibré et pertinent d’informations et de matières augmente les niveaux de service.
Lorsque vous recevez et transmettez les bons signaux à chaque étape de votre Supply Chain au bon moment, vous vous assurez que les articles dont vous avez besoin sont toujours au bon endroit.
Cela permet d’observer une augmentation des ventes, une réduction des surstocks, et donc une augmentation du retour sur investissement (ROI).
Les bases des cycles de production
Traditionnellement, les unités de production s’efforcent de rendre leurs cycles de production – et leurs lots – les plus larges possibles. Ainsi, le temps de changement diminue et le taux d’utilisation des équipements augmente.
Disons, par exemple, que le temps de changement est de 3 heures.
Un changement par jour correspond à 12,5 % de temps d’arrêt.
Un changement par semaine signifie moins de 2 % de temps d’arrêt.
De plus, en raison des économies d’échelle, il y a souvent une réduction du coût unitaire.
Mais de tels indicateurs de production ont leur prix puisque des cycles de production trop longs entraînent :
- Des surstocks et des surcoûts
- Une pénurie de changement premières et de pièces semi-finies (si, par exemple, on produit deux références à partir d’une matière première)
- Une pénurie de capacité de production (si on n’a pas le temps de tout produire en grande quantité)
D’un autre côté, nous avons l’approche de la fabrication au plus juste, qui considère le stock dans le système comme un gaspillage.
Et dans un système idéal, il ne devrait y avoir aucune limite au lot minimum, c’est-à-dire que la production peut libérer une pièce.
En réalité, moins il y en a, mieux c’est, selon le takt time. Et il est souhaitable de commander et non de stocker (Kanban, Just in time). Parallèlement, pour ne pas perdre en efficacité, ces approches disposent d’outils permettant de réduire les temps de changement.
Cette approche est bonne au niveau opérationnel et dans un monde où il n’y a pas de variabilité significative de la demande.
En réalité, cela conduira à une augmentation du bullwhip effect.
La variabilité du marché sera directement transmise au système.
Le risque d’échec augmentera.
En plus de tout cela, ça n’a aucune connexion avec notre stratégie commerciale plus large – avec l’entrée sur de nouveaux marchés ou la modification des matrices d’assortiment nous oblige à reconstruire trop souvent ce modèle fragile.
Pour tenter de trouver un équilibre, plusieurs techniques ont été élaborées.
Par exemple, l’une des plus populaires, EOQ (Quantité de commande économique), calcule le lot en fonction du coût de la commande, de la réception et du stockage de la commande.
Cependant, il a ses propres conditions ou hypothèses :
- La demande est connue
- Le délai de livraison est connu et constant
- Les marchandises sont reçues instantanément
- Le modèle ne prend pas en compte les prix de gros
- La rupture de stock n’est pas autorisée
Dans le monde d’aujourd’hui, la demande est volatile et imprévisible, tout comme l’offre. Les ruptures de stocks peuvent arriver, la réception instantanée de la marchandise est impossible.
Cela signifie que nous ne pouvons pas remplir quatre des cinq conditions nécessaires à la réussite de l’application de ce modèle.
Utilisation de DDMRP pour équilibrer les actifs de l’entreprise
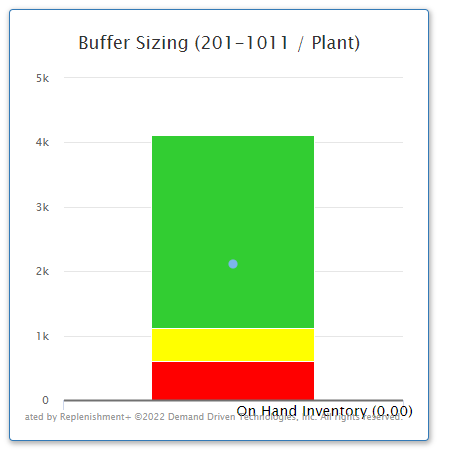
Dans la méthodologie DDMRP, la taille et la fréquence des commandes sont déterminées par la zone verte des buffers Demand Driven.
D’une part, cela intègre de réelles contraintes logistiques, telles que le lot de production minimum possible (quantité minimale de commande) et le cycle de commande tant pour la production que pour la commande à un fournisseur.
En revanche, s’il n’y a pas de telles restrictions, ou si elles ne suffisent pas à protéger le système de la variabilité externe, il existe une valeur calculée de la zone verte.
Il convient également de noter que le cycle de commande est dans certains cas une contrainte et dans d’autres cas un levier de contrôle.
La méthodologie DDMRP permet de calculer le cycle de production de manière à être le plus flexible possible par rapport à la demande du marché dans la limite du nombre de changements possibles.
D’une part, cette technique vous permet de ne pas geler d’argent supplémentaire en stock. D’autre part, elle protège votre Supply Chain de la variabilité externe puisque la zone verte du buffer absorbe la variabilité de la demande.
Ça vous permet de protéger votre système des fluctuations du marché et des changements fréquents. Et ça facilite également le transfert des commandes agrégées plus loin dans la Supply Chain avec un volume et une fréquence plus stables.








