

Pour vos ordres de fabrication ou des commandes fournisseurs, avoir des dates promises dans le passé, c’est prétendre que vous savez remonter le temps : nous allons recevoir ceci la semaine dernière – vous vous souvenez de la De Lorean ?
Devez-vous donc en permanence replanifier vos prochaines étapes de production, pour vous assurer que vos ordres de production sont bien recalés ?
Prenons un exemple : vous avez une gamme opératoire avec les opérations de 10 à 70.
Vous avez ordonnancé ces opérations : chacune d’entre elle est programmée à un certain moment.

Tout va bien se passer… Sauf que non.
Deux jours plus tard, compte tenu des problèmes que vous avez rencontrés – cette satané panne machine, l’inspection qu’il a fallu ajouter à la suite du doute qualité, vous en êtes là :

Vous n’avez réalisé que les 3 premières opérations, mais vous avez consommé deux tiers du temps, alors que vous aviez prévu de n’avoir consommé qu’un tiers à ce stade.
Devez-vous réordonnancer, en temps réel, les opérations 40 à 70 ?
Notre réponse, en général, est non. Laissez filer. Replanifier en temps réel est une perte de temps, vous visez une cible mouvante, il va y avoir d’autres évènements.
« Comment ça ? Mais mon ordonnancement de départ n’est plus valide, et je risque de rater la date de fin ! On va finir par remonter le temps ! »
OK, reprenons.
Lorsque vous avez réalisé l’ordonnancement initial de vos opérations, vous saviez qu’il y aurait des aléas. Notre recommandation – issue des principes de la Théorie des Contraintes – est de positionner des buffers de temps pour protéger le flux de ces aléas habituels. Typiquement sur le flux concerné, un buffer de fin, après l’opération 70, et peut être un buffer intermédiaire, avant l’opération 40 :

La fonction de ces buffers est de positionner des sécurités (du temps) pour protéger les opérations en aval – et in fine la mise à disposition au client.
Nous avons fini l’opération 30, mais nous avons pris du retard. Nous avons consommé une bonne partie du buffer avant l’opération 40. Bah, tout va bien. J’aime quand un plan se déroule sans accroc…

La situation est peut-être pire : nous avons consommé tout le buffer intermédiaire et une partie du buffer de fin ! On reste zen, mais on donne priorité à cet ordre sur les opérations 40 à 70.

Ahah, et si on a tout consommé ?
Là oui, si c’est mort, il faut recalculer une date promise et informer le client !
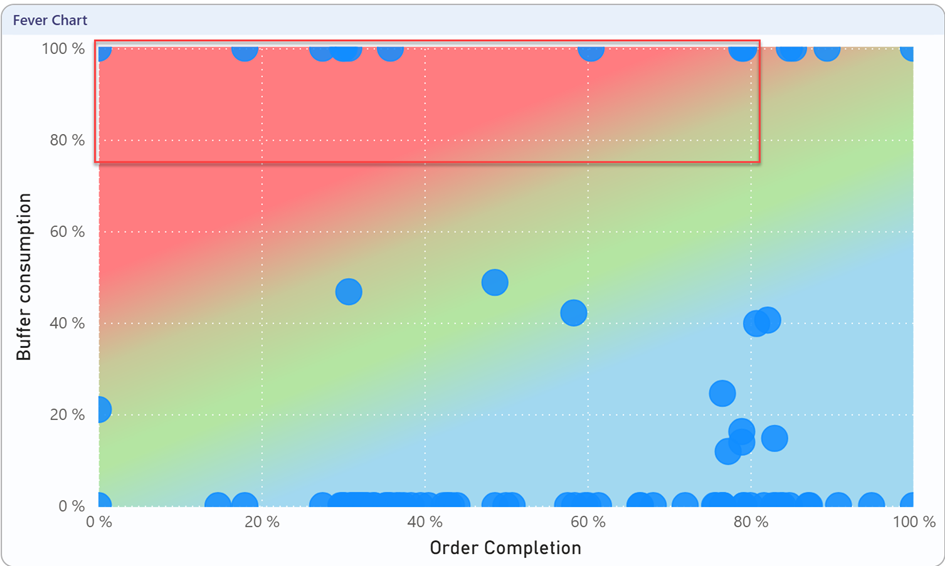
Une autre manière de voir ça, et d’identifier les ordres à risque, est de représenter les ordres en cours selon deux axes : leur pourcentage d’achèvement, et la portion qui a été consommée sur les buffers en aval de l’opération en cours.
Les ordres de fabrication qui sont dans la zone rouge – on a consommé une grande proportion, voire la totalité des buffers en aval, méritent d’être réordonnancés, et il est temps d’informer le client avec une nouvelle date promise ! Pour ceux qui sont dans la zone bleue ou sur la diagonale verte, pour l’instant, tout va bien !
En résumé :
- N’essayez pas en permanence de tout replanifier !
- Positionnez des sécurités ciblées (des buffers) et surveillez de manière active leur consommation.
- Replanifiez par exception, pour éviter de remonter le temps, et informer au mieux vos clients.








