Seamos Zen en este mundo VUCA
Heijunka ? Oye, ¿qué es eso?
En la implementación de un flujo de tracción Lean derivado del sistema de producción de Toyota, el Heijunka es un mecanismo esencial cuya función clave es nivelar la carga del flujo. Normalmente, un Heijunka controla el ritmo y la secuencia de producción en un flujo determinado.
Por paradójico que parezca, para crear agilidad, hay que generar estabilidad. Esto se denomina flujo de tracción cargado por niveles.
Para eso está el Heijunka: alisar la carga de trabajo, establecer el ritmo, mientras se alinean las operaciones con las prioridades del cliente. El mecanismo del Heijunka también está diseñado para equilibrar la mezcla de productos fabricados para promover un flujo constante de productos variados, adaptados a la demanda cambiante – modelo mixto de programación.
Por lo tanto, es un mecanismo que desvincula las operaciones de producción de todo el ruido procedente del mercado, para aportar serenidad y responder con fluidez a los cambios de la demanda real. Un pequeño cenit en este mundo de brutos.
No, la agilidad no es sinónimo de acrobacia.
Dependiendo de la empresa puede encontrar varios nombres que difieren de la terminología japonesa original – tablero secuenciador, caja secuenciadora, por ejemplo.
Un Heijunka pilota el proceso que marca el ritmo (a veces llamado tambor, limitación) para un flujo dado, y el flujo se traslada aguas arriba de esta estación que marca el ritmo . Aguas abajo de esta estación , generalmente habrá una secuencia de operaciones FIFO.
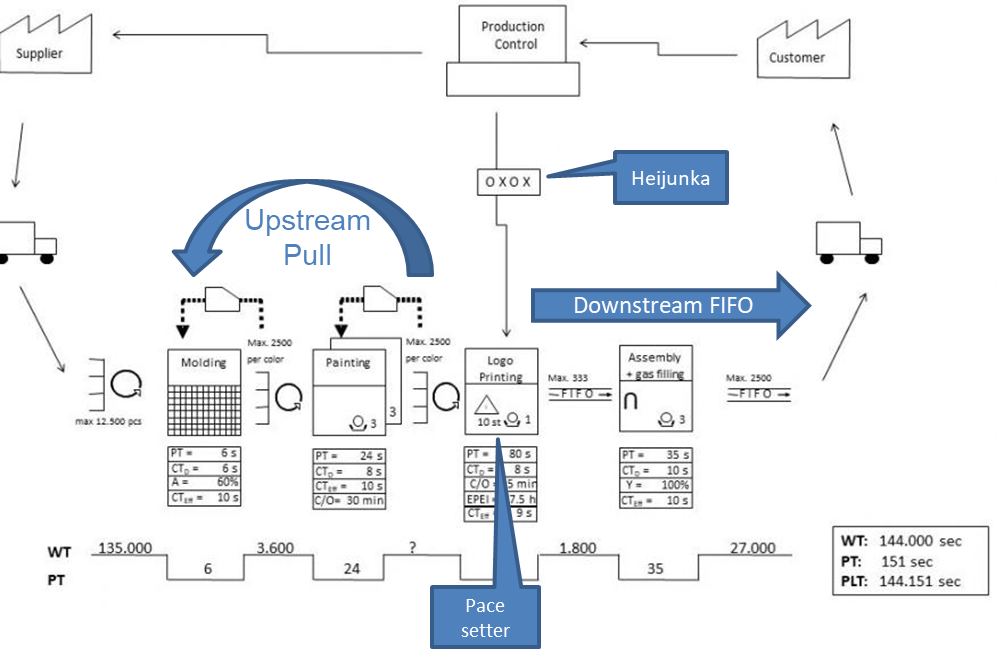
El Heijunka define la cadencia – típicamente las tarjetas kanban se toman del Heijunka cada X minutos, y a través de un tablero de acumulación para construir lotes, alimentará un tablero de lanzamiento que define inequívocamente cuál es la siguiente producción a llevar a cabo.
El Heijunka favorece la producción frecuente de una mezcla de productos en lugar de largas campañas del mismo producto, según una lógica EPEI (Every Part Every Interval) – cada artículo se produce a intervalos regulares, algunos cada día, o cada semana, o cada mes, etc.
En un VSM el Heijunka se representa a menudo por el símbolo ![]() y a veces por el símbolo
y a veces por el símbolo 
El Heijunka se suele materializar en un tablero físico en el taller, como una caja de tarjetas que se recogen a intervalos regulares, algunos ejemplos a continuación son imágenes que se encuentran en la red.


¿Qué Heijunka para el siglo XXI?
Tuve la oportunidad de establecer este tipo de mecanismo en varias empresas ya en la década de los 90, con muy buenos resultados. En un simple flujo un Heijunka hace el trabajo. Sin embargo, el Heijunka tradicional se está volviendo complicado de mantener hoy en día. Los sistemas físicos de tarjetas y tableros requieren un mantenimiento permanente del número de tarjetas en los bucles, la proliferación del número de referencias puede hacer que este tipo de pilotaje sea muy complejo, tedioso y propenso a errores.
Algunas empresas, especialmente en el sector del automóvil, han desarrollado modelos electrónicos de Heijunka para hacer frente al creciente número de referencias e integrar Heijunka en la digitalización de las operaciones – sin embargo, esto sigue siendo muy poco común, y se basa en principios y soluciones propias.
Tácticas impulsadas por la demanda para un Heijunka adaptado al mundo actual
El modelo operativo impulsado por la demanda (DDOM) se basa en los mismos principios que acabamos de ver: establecer un flujo de tracción suave, desacoplado del ruido del mercado, al tiempo que responde con fluidez a la demanda real.
La esquematización de un flujo típico en un modelo DDOM es muy similar a lo que acabamos de describir:
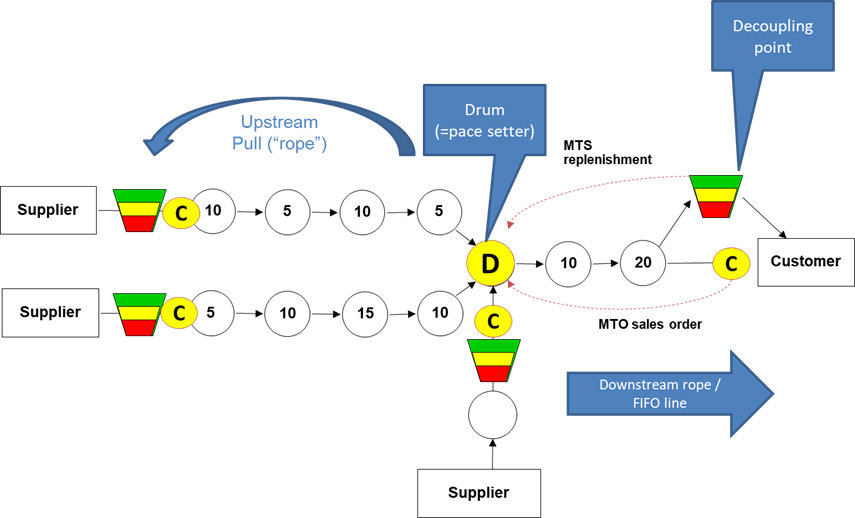
Sin embargo, hay algunas diferencias esenciales en la aplicación práctica, que hacen que el enfoque se adapte mucho más a nuestros tiempos:
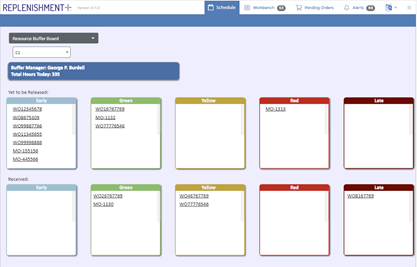
- Todo el proceso está digitalizado, lo que permite una amplia gama de productos e integración con los sistemas de gestión de TI, manteniendo un control muy visual y delegado del taller.
- Las reglas de prioridad en los bucles ascendentes y descendentes no sólo pueden ser FIFO: los tableros de memoria intermedia de tiempo dan las prioridades rojas/amarillas/verdes alineadas a la demanda en los puntos clave (por ejemplo, en la estación que marca el ritmo, y al final del proceso).
- Aunque el Heijunka se limita tradicionalmente a flujos relativamente sencillos, el modelo operativo DDOM extiende el principio a entornos complejos, por ejemplo, con varios pasos de enrutamiento y recursos compartidos entre flujos dispares.
- El modelo DDOM permite controlar de manera coherente un flujo que mezcla la fabricación a partir de existencias y la fabricación a partir de pedidos.
La siguiente tabla se intenta resumir la comparación entre el Heijunka tradicional y el modelo operativo basado en la demanda.
| Heijunka en las prácticas Lean | Modelo operativo basado en la demanda |
| Implementa el desacoplamiento y nivela el flujo de tracción | Implementa el desacoplamiento y nivela el flujo de tracción |
| Bucle kanban | Buffer DDMRP. Lógica similar pero más robusta para adaptarse a la variabilidad. |
| La mayoría de las veces son tarjetas y tableros físicos. El mantenimiento puede ser tedioso cuando hay muchas partes y los bucles necesitan ajustes. Algunos sistemas Kanban electrónicos patentados, incluyendo la lógica Heijunka. | Digitalizado Heijunka equivalente. Las soluciones de software que cumplen con DDOM están adoptando un enfoque estandarizado respaldado con capacitación de apoyo. |
| Proceso de programación manual. | Proceso de programación automatizado, considerando los cambios, la agrupación y las reglas de secuenciación. El planificador puede ajustar / perfeccionar el programa propuesto. |
| Flujo de tracción ascendente en modo FIFO. | Las prioridades ascendentes se alinean con el estado del búfer de tiempo. FIFO no es la única regla. |
| Gestión visual a través de la caja Heijunka, tablero de acumulación y caja de lanzamiento. | Gestión visual a través de tableros digitales en pantallas LCD en el suelo. |
| Control en tiempo real a través de la recogida de tarjetas en las franjas horarias programadas de la caja Heijunka | Se controla en tiempo real a través de la tabla de buffer y se procesa casi en tiempo real. |
| El wip ascendente está restringido por bucles kanban | El wip ascendente está limitado por la «cuerda» de DBR – Las órdenes de trabajo se liberan en el momento oportuno. |
| Normalmente se aplica a longitudes de flujo limitadas / complejidad de las rutas | Se puede aplicar a flujos de trabajo complejos: rutas de múltiples pasos, lo que podría incluir más de una restricción |
| Asume longitudes de cuerda similares para los artículos de un flujo | Puede lidiar con longitudes de cuerda dispares y calcular una fecha de promesa fiable |
| Soporta principalmente flujos MTS – MTO se puede insertar a través de tarjetas de un solo uso | Soporta flujos mixtos MTS y MTO |
¿Quiere digitalizar su flujo de tracción y adaptarlo a la complejidad del mundo actual? ¡No dude en ponerse en contacto con nosotros!