

Let’s be zen in the VUCA world.
What is Heijunka?
In the implementation of a Lean pull flow derived from the Toyota production system, the Heijunka is an essential mechanism whose key role is to level load the flow. Typically, a Heijunka controls the pace and sequence of production on a given flow.
As paradoxical as it may seem, to build agility, you have to calm the game by establishing stability. This is called a level loaded pull flow.
That’s what the Heijunka principle is for: smoothing the workload, setting the tempo, while aligning operations with customer priorities. The Heijunka’s mechanism is also designed to balance the mix of products manufactured to promote a constant flow of varied products, adapted to changing demand – mixed model scheduling.
It is therefore a mechanism that decouples production operations from the noisy signal coming from the market, to bring serenity and respond fluidly to changes in real demand. A little zenitude in this world of brutes.
No, supply chain agility is not synonymous to acrobatics.
Depending on the company you may find several names that differ from the original Japanese terminology – sequencer board, sequencer box for example.
A Heijunka pilots the pacesetter station (sometimes called pacemaker, constraint) for a given flow, and the flow is pulled upstream of this pacesetter station. Downstream of this pacesetter station, there will generally be a sequence of FIFO operations.
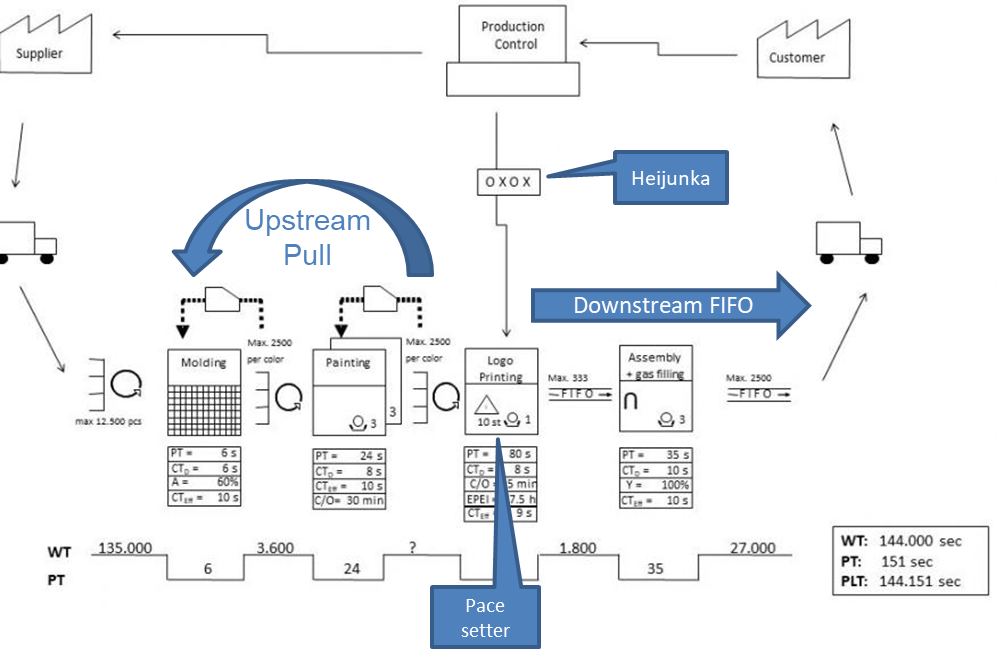
The Heijunka defines the cadence – typically the kanban cards are taken from the Heijunka every X minutes, and via an accumulation board to build batches, will feed a launch board which unambiguously defines which is the next production to be carried out.
The Heijunka favors the frequent production of a mix of products rather than long campaigns of the same product, according to an EPEI (Every Part Every Interval) logic – each item is produced at regular intervals, some every day, or every week, or every month, etc.
In a VSM the Heijunka is often represented by the symbol ![]() and sometimes by the symbol
and sometimes by the symbol 
Which Heijunka for the 21st Century?
I had the opportunity to set up this type of mechanism in several companies as early as the 1990s, with very good results. On a simple flow a Heijunka does the job. However, the traditional Heijunka is becoming complicated to maintain nowadays. Physical board and card systems require a permanent maintenance of the number of cards in the loops, the proliferation of the number of references can make this type of piloting very complex, tedious and prone to errors.
Some companies, especially in the automotive sector, have developed electronic Heijunka models to cope with the increasing number of references and to integrate Heijunka in the digitization of operations – however, this is still very uncommon, and based on proprietary principles and solutions.
Demand Driven Tactics for a Heijunka Adapted to Today’s World
The Demand Driven Operating Model (DDOM) is based on the same principles as we have just seen: establishing a smooth pull flow, decoupled from market noise, while responding fluidly to real demand.
The schematization of a typical flow in a DDOM model is very similar to the Heijunka principle we have just described:
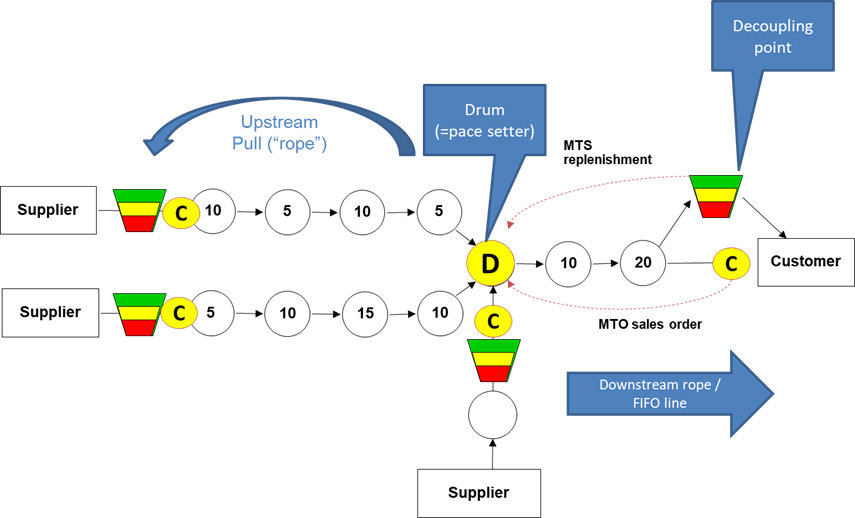
There are, however, some essential differences in the practical application, which make the approach much more adapted to our times:
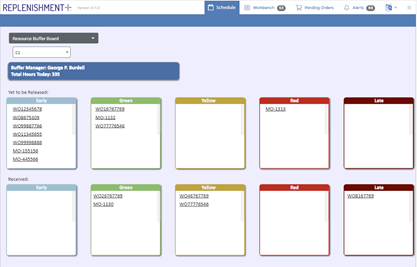
- The entire process is digitized, allowing a wide product range and integration with IT management systems, while keeping a very visual and delegated control of the workshop.
- The priority rules on the upstream and downstream loops may not only be FIFO: time buffer boards give the red/yellow/green priorities aligned on demand at key points (for example on the pacesetter station and at the end of the process).
Heijunka vs. Demand Driven Operating Model
The table below attempts to summarize the comparison between the traditional Heijunka and the demand-driven operating model.
| Heijunka in Lean practices | Demand Driven Operating Model |
| Implements decoupling and level loaded pull flow | Implements decoupling and level loaded pull flow |
| Kanban loop | DDMRP buffer. Similar logic but more robust to adapt to variability. |
| Most often physical cards and boards. Maintenance can be tedious when there are many parts & loops need adjustments. Some proprietary electronic Kanban systems including heijunka logic. | Digitized heijunka equivalent. DDOM compliant software solutions are adopting a standardized approach backed with supporting training. |
| Manual scheduling process. | Automated scheduling process, considering changeovers, grouping and sequencing rules. The planner can adjust / fine tune the proposed schedule. |
| Upstream pull flow in FIFO mode. | The upstream priorities are aligned with the time buffer status. FIFO is not the single rule. |
| Visual management through Heijunka box, Accumulation board and Launcher box. | Visual management through digital buffer boards on LCD screens on the floor. |
| Paced in real time via the card collection in the scheduled heijunka box time slots | Paced in real time via the buffer board and near real time processing. |
| Upstream wip is constrained by Kanban loops | Upstream wip is constrained by the DBR “rope” – WOs are released in a timely manner. |
| Usually applied to limited flow lengths / routings complexity | Can be applied to complex job shop flows – multiple steps routings, potentially including more than 1 constraint |
| Assumes similar rope lengths for the items on a flow | Can deal with disparate rope lengths, and compute a dependable promise date |
| Supports mainly MTS flows – MTO can be inserted via single use cards | Supports MTS and MTO mixed flows |
Do you want to digitize your pull flow and adapt it to the complexity of today’s world? Do not hesitate to contact us!









