
Faced with a changing geopolitical environment and capability challenges, the aerospace and defense supply chain need to reinvent itself.
This industry has traditionally adopted classic MRP planning methods and has sometimes injected a little Lean at production cell level, but has not really designed a steering model adapted to its challenges.
The result is that, between outdated ERP systems and multiple Excel spreadsheets, planners in this sector spend an inordinate amount of energy for poor results in terms of service rates, continuity of supply, inventory turns and capacity optimization.
It’s important to understand the challenges facing this industry, so that we can ask the right questions about how to respond.
Challenge no. 1: long chains of dependence
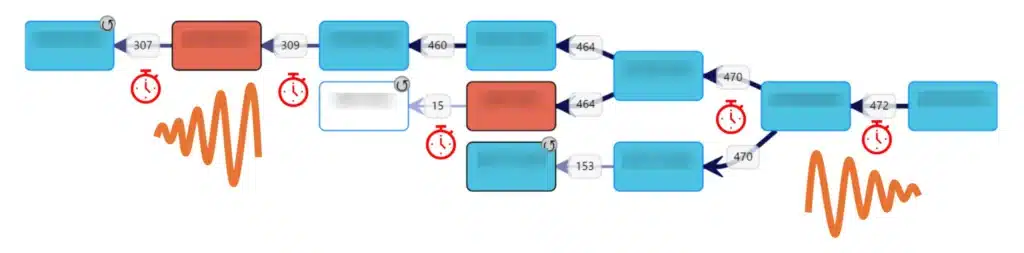
Product BOMs can be deep – 5 to 10 levels, for example – and include branches with very long lead times. It is not uncommon to find cumulative lead times of more than 10 months, or even two years. The example below shows a cumulative lead time of 472 calendar days. The traditional approach is to try to synchronize all these stages, with monitoring of compliance with dates at each milestone.
Of course, this plan has every chance of being derailed. We live under the illusion that the order book is known a long time in advance, yet the actual calloff dates for delivery of finished products change, depending, for example, on the ability of OEMs to respect their ramp-up plans. Demand variability is therefore a reality. Upstream, with technological complexities and narrow process windows, it is not uncommon to encounter yield or quality problems.
Trying to synchronize all these stages with the intrinsic variability of supply and demand mobilizes planners who become parts hunters.
Challenge no. 2: long operating routings in job shop mode
To manufacture elementary parts or sub-assemblies, the predominant manufacturing method is the job-shop. A wide variety of operations are linked together – turning, milling, fitting, welding, bending, metal sheet forming, surface treatment, and so on. To do this, we use shared resources – machining centers, subcontractors – some of which are saturated bottlenecks. The flow is not visible, as each part follows a distinct path according to its routing, and priority conflicts are everywhere.
To try and control all this, we insert waiting times at each step of the routing – the hourglasses in the example below – e.g. 24 hours between each operation, which lengthens lead times inordinately, without guaranteeing that we’ll be able to meet them…

A further complexity is that manufacturing an aircraft requires a multitude of different skills and technologies. Each plant of an equipment manufacturer in the sector is a specific case, an assemblage of processes sometimes bordering on industrialized craftsmanship, and each site therefore requires the design of an ad hoc management model. In most cases, the real management principles in place reside in the heads of key planners, or at the very bottom of Excel spreadsheets with numerous tabs…
Challenge 3: high mix, low volume
For those of us who have been involved in both the automotive and aerospace/defense industries, these are diametrically opposed worlds. Whereas in the automotive industry, we manufacture thousands of parts from a dozen or so references, in the aerospace industry, we manufacture a few units from thousands of references. The notion of average daily usage is meaningless for a large number of items, as they will only be consumed a few times a year.
So we need to know how to manage both recurring items and items with sporadic demand, and we need to identify by exception the few items that deserve attention.

So what solutions can we offer?
Solution 1: de-couple
When it comes to mastering deep BOM planning, decoupling makes it possible to manage shorter planning horizons, bring agility, and reduce the risks inherent in variability.

Solution 2: Control by constraints and queues
Given the length of production routings and the use of shared resources in job shop mode, it is essential to make the flow visible and priorities clear to all those involved. To achieve this, we apply the principles developed by the Theory of Constraints and by Lean: we eliminate inter-operation waiting times, we pool these waiting times in a limited number of queues piloted in red/yellow/green, we finite capacity schedule bottlenecks, and we restrict work-in-progress to reduce lead times.

Solution no. 3: adopt tactics adapted to the diversity of products
With the diversity of items on offer, an automated approach to item categorization and sizing of stock positions, whether dynamic or static, is essential.
On a day-to-day basis, planners’ attention must be guided by exception and unambiguously on the few items that deserve attention among the tens of thousands managed.

Does the solution exist, and does it work?
As you may have gathered, all the above techniques are integrated into Intuiflow, along with a range of complementary functionalities that have been specifically developed to meet the expectations of this industry. Our community of aerospace and defense customers is growing fast, and our customers are reporting rapid returns on investment
However, these changes are not always easy to implement, as adopting the above principles requires challenging years of practice, and each plant requires the design of an adapted model – but the results speak for themselves, with returns on investment of less than a year. If you’re in this industry and feel the need to develop the agility and efficiency of your operations, let’s talk!









