One of the strengths of the DDMRP methodology is its ability to efficiently manage dynamic stock buffers.
A DDMRP buffer with three zones (red/yellow/green) describes a replenishment loop that continuously adapts to changes in the pace of demand. The reorder point (top of yellow) increases during periods of high demand, and decreases when demand slows down. It’s simple and common sense.
In a conventional MRP approach, we generally define a safety stock per item, and… forget about it for a while. At regular or random intervals, you realize that you need to update it, so you go back to calculating the magic formulas, check that they make sense, and apply them. Guaranteed, in the weeks that follow, suppliers will panic, because we’ve just unleashed a wave of unexpected requirements.
For fast-moving items, we may have circumvented this limitation of conventional safety stock by setting a safety lead time instead. This safety time, multiplied by the forecast – if the latter is well distributed by day – makes it possible to modulate stocks according to the rate of demand – effectively aiming for several days of coverage.
Does this mean that a dynamic stock buffer is always preferable to a static one?
The answer is no. Dynamic buffers will undoubtedly apply to a large number of items, but in many cases, we’ll be mixing dynamic and static buffers.
For a dynamic buffer to make sense, the notion of “average daily demand” must make sense.
For the item below, it makes sense: we can see that there is an average daily demand that evolves. This average daily demand can be tracked, and projected via forecasts, so assessing a trend or seasonality makes sense. A dynamic buffer is relevant.

You can put yourself in the Auto Pilot replenishment model run. If demand picks up, it will follow – if it slows down too.

In the case below, if the item needs to be stored – to ensure delivery within a shorter lead time, for example – a dynamic buffer won’t add value, as it’s irrelevant whether the consumption rate is accelerating or slowing down.

What’s important, however, is that the stock is sized to cover demand events. In this case, it is raw material consumed for production orders in increments of 16,000. We’ll therefore opt for correct min/max inventory sizing according to the lead time of the item to ensure its availability.
When designing your operating model, stock item segmentation is important so that you can associate the right tactics with them.
Intuiflow assists you in this process, analyzing demand histories with an AI engine and proposing appropriate segmentation – in the example below a dynamic buffer is selected as it would have enabled 30% less stock for the same service level:
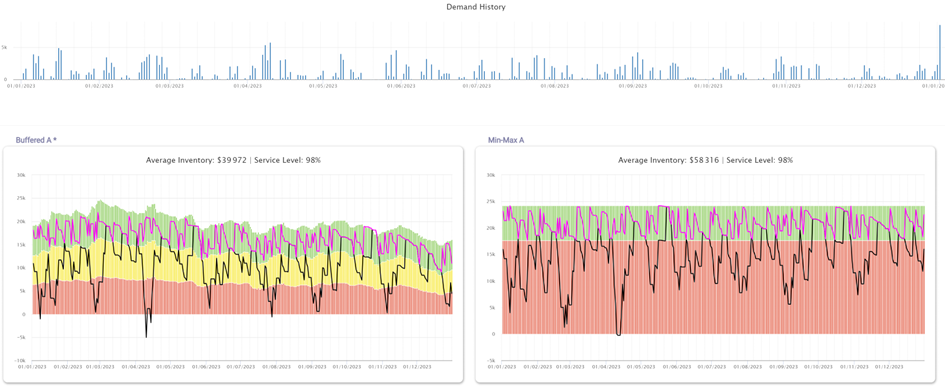
For large item portfolios, determining the right tactics is not always straightforward for planners, which is why the implementation of appropriate segmentation techniques, understood by users because demonstrated historical patterns, is important.