

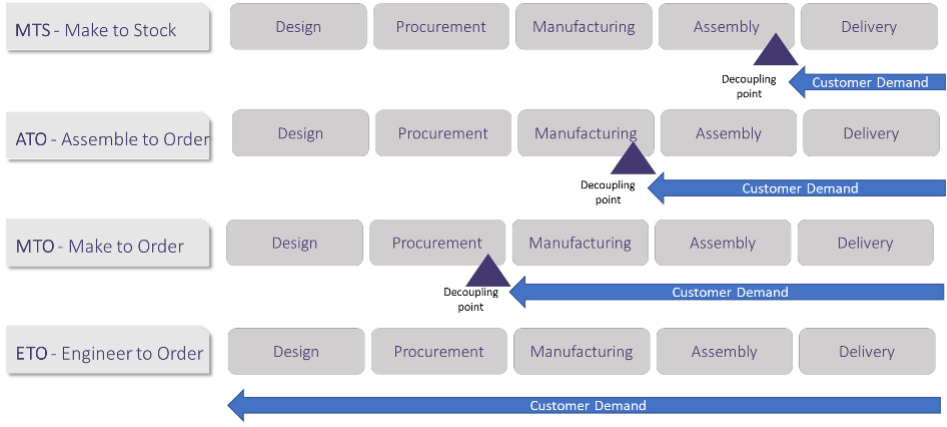
You have probably already seen this diagram, which summarizes different manufacturing typologies, in one form or another:
Is the Demand Driven model a good fit for these typologies? How would your demand driven manufacturing implementation change to support each environment?
In each of these flow typologies, with the exception of Engineering-to-Order (ETO), customer demand moves up the supply chain to a decoupling point, i.e. to a stock designed to be available and meet customer lead time expectations.
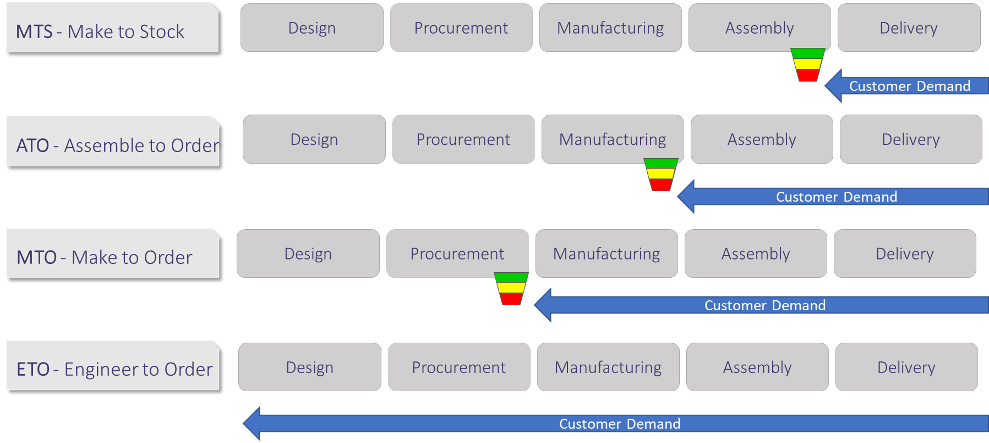
Since one of the strengths of Demand Driven tactics is that they allow for efficient sizing and replenishment of decoupling points, your Demand Driven model will naturally incorporate DDMRP buffers on these decoupling points, and you will benefit from a “DDMRP compliant” software solution to manage them.
You will therefore have at least the following diagram:
If you were to stop there, the main benefit of implementing a Demand Driven model would be to implement dynamic buffers and more visual pull management. Even if we can see in practice that this simple step delivers results, in the MTS context this benefit remains relatively limited compared to the tactics available in your ERP to manage finished goods inventory.
In ATO and MTO contexts, the structural benefits would be more significant, as ERP systems generally do not offer effective tactics for managing decoupling points at intermediate levels. The whole MRP logic, based on forecasts on finished goods and requirement calculation on lower levels (dependent demand) is clearly not designed for stock decoupling on intermediate levels.
Demand Driven Manufacturing on an MTS flow
Hmm, you might say, that seems counterintuitive. We thought DDMRP was primarily for products with a significant flow, so typically MTS, and you’re telling us that we only get relatively limited benefits by implementing dynamic buffers on finished products?
Let’s not stop there.
The decoupling logic does not only apply at the point where the customer order is applied in the supply chain. To implement an agile model that allows us to respond continuously to customer demand in pull mode, we will in most cases implement intermediate stock decoupling points, on upstream positions: purchased components, common semi-finished products, etc.
This is especially true in MTS, because if our finished products are recurring, then so are our purchased and semi-finished components, and it will be in our best interest to orchestrate a network of dynamic buffers upstream. We will then benefit from end-to-end pull flow and delayed differentiation tactics.

Well OK, so in a MTS Demand Driven flow is just about setting up a network of stock buffers?
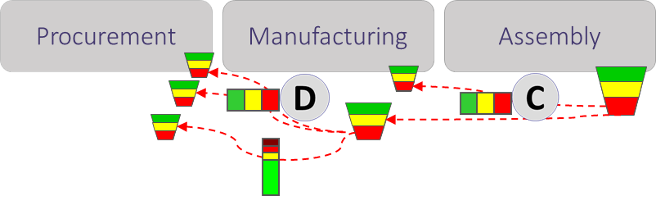
In many companies, this step will allow you to achieve the main benefits. But especially if your production is complex, if you have capacity constraints to manage, you will have to complete your model with control points, capacity buffers and time buffers. If you are not familiar with these concepts, we invite you to read our blog articles dedicated to them. This step will allow you to accelerate flows, reduce work in progress, and optimize the use of your capacities. Your model may look something like this:
Demand Driven Manufacturing on an ATO flow
If you assemble to order your first benefit will be to have a mechanism to secure the availability of all components before final assembly.
Upstream, you will establish a production model like the one we have just seen on an MTS flow. Downstream, we recommend setting up a shipping control point and a short time buffer that will allow you to visually monitor assembly priorities and secure customer commitments. Your flow will look like this:

Demand Driven Manufacturing in MTO
If you are in MTO, your main stock decoupling points are on raw materials and purchased components. Very often there are also recurring sub-assemblies, on which you may position some stock buffers.
Your challenge is to secure the availability of your purchased components, to promise optimized and reliable dates for your customers, and to set up your manufacturing steps in the shortest possible time by optimizing the use of your constrained resources. For this you will need a complete operating model. In a very simplified version it could look like this:

Demand Driven Manufacturing in ETO
In custom design, the benefit of stock buffers will be much more limited. You will probably still have some, because you are using some recurring sub assemblies and components in each new system designed and manufactured. Perhaps some of these stock buffers will be located at your suppliers’ plants.
Moreover, you are often in project mode, with long overall lead times, risks of multiple iterations and adjustments and a complexity of interlocking stages.
A complete DDOM model will be of great help, you will benefit from extending the use of time buffers to the design phases, and it will be relevant to complement your model with a critical chain project control.
Your stylized model might look like this, with a more or less complex project diagram and fever charts to drive execution in addition to the control points and time buffer mechanisms.

How about we mix it up?
In fact, few companies and flows are pure MTS / ATO / MTO / ETO. The reality is that these typologies often coexist and compete in the same plant to share the same resources — equipment or component stocks.
You must then unambiguously establish consistent priority sets and make the best use of your resources. To do this, you should implement a comprehensive demand-driven operating model (DDOM).
Most software solutions on the market are limited to stock buffers and only support DDMRP. This is a prerequisite, but it does not fully address the complexity of modern hybrid supply chain flows.
Our solutions, by supporting the complete “DDOM compliant” model, address all these cases, and if you are in an ETO environment we have many examples we can share of successful implementation in connection with critical chain project management.









