Implicitly, when we think to pull flow, Kanban, for example, we think of short lead time.
We trigger the next supply to renew consumption, so this implies a rapid reaction time, doesn’t it?
On the other hand, for components with long lead times – say, for example, an item with a replenishment lead time of 4 months / 16 weeks – we’ll consider the projected requirements derived from our sales forecasts via the master production schedule, week by week, for the next 16 weeks and more. This will enable us to determine when the next replenishment should arrive. We tend to believe that making the right replenishment decision requires a detailed analysis of the forecasts and their timing, week by week.
Kanban is OK for short lead times, but beyond that, for long lead times, we need MRP (Materials Requirement Planning), this logic is engraved in our minds, isn’t it?
Renewing consumption
Let’s return to the basic principle of a pull flow. It’s all about renewing consumption. Whether it takes four days or four months, this logic remains valid. Given what I consume, I need to trigger a complementary supply flow. So if my supplier lead time is 4 months, I need to trigger a replenishment that will arrive in four months.
We are in the same logic of refilling a loop.
A longer loop
It’s just that the loop is longer. In DDMRP (Demand Driven Materials Requirement Planning) terms, the top of green will represent a higher number of days, and the yellow zone will be of greater proportion.
In the examples below, the item on the left has a lead time of 7 days, and the item on the right is 150 days.
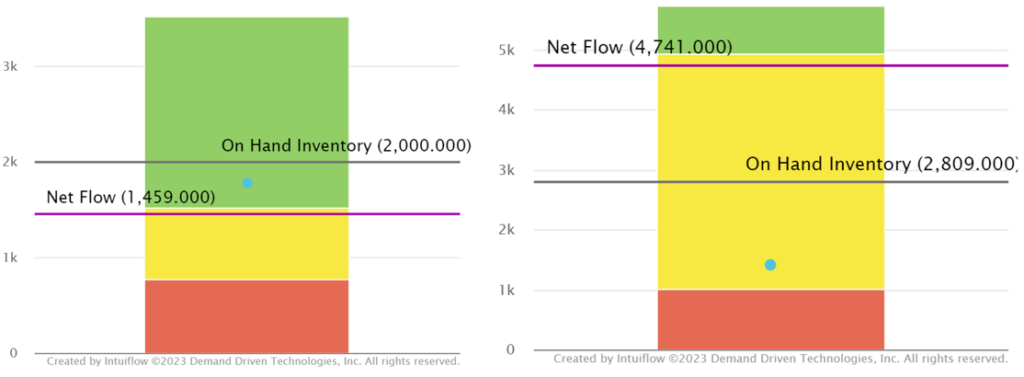
The replenishment principle is the same: if my net flow equation falls below the top of yellow, I have to trigger a complementary flow.
Planning and Execution
Let’s face it: in 150 days, more is going to happen than in 7 days. To establish our buffer and calculate the reorder point that is the top of the yellow zone, we calculate an average future consumption over the next 150 days – which is what our yellow zone represents.
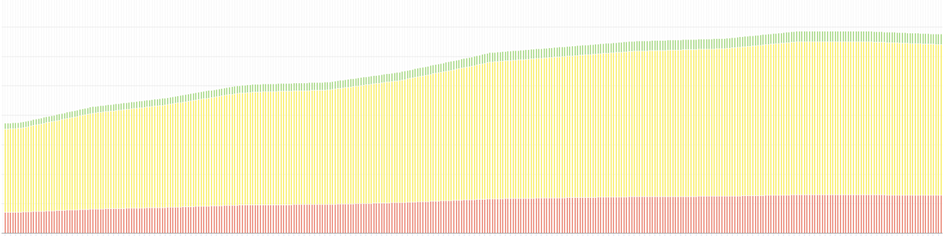
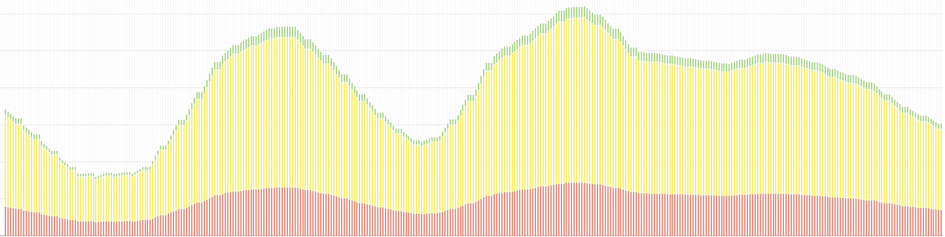
For example, if we compare the forecasts of the two items below, which have the same long lead time, over the next 12 months, we’ll need to keep a closer eye on the temporality of the second item, as demand is more volatile. These two items may have the same average daily forecast as of now and therefore the same yellow zone.
While in the case of a short lead time, planning and execution are very close, or even merge, in the case of a long lead time we need to pay more attention to execution. Generating an order follows the same logic of re-completion, but we’ll need to make sure the goods arrive on time, while actual consumption is likely to differ from forecasts every week.
With a long lead time, there is more distance between the moment when an order is generated (planning) and its availability in stock (execution) – so we need to focus more on the latter. The timing of demand over the next 150 days, and actual consumption, will have to be monitored – and action taken by exception.
MRP is no better than pull flow for long lead times – it may give the impression of greater precision, as orders are triggered based on the projected stock based on each week’s forecasts – but this is an illusory precision, the reality will be different.
Improving visibility
Experience shows that the practice of pull flow on long lead items leads gradually to better stock balancing – improved service, reduced overstocking – thanks in particular to greater visibility, and less variability in order generation.
The MRP logic also often leads planners to firm up orders too early, well beyond the item’s actual lead time – which amplifies the bullwhip effect. Pull flow encourages decisions to be taken at the right moment, neither too early nor too late.
However, there is no magic: long lead times imply greater inertia, higher capital requirements, greater risks, and more resources to monitor execution… Shortening lead times through better supply chain design, shorter distances, and intermediate decoupling points, remains the best solution