
Even without demand variability, production schedules cannot be executed.
Any planner with shop floor experience knows that demand variability is not the only source of distortion. Suppliers, employees, and equipment can also let you down.
Usually, this type of variation is known as operational variability. Below is a chart that shows the BOM and Routings for a fictional “Product A.” To simplify the example, let’s assume that each purchased SKU is available for production 95% of the time. The other 5% of the time, a supplier is late, or there are quality issues, or something else occurs that makes it unavailable. Similarly, let’s assume that every resource is 95% reliable.
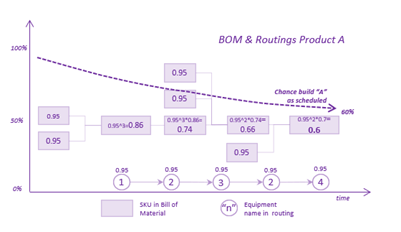
Now let’s calculate the possibility that two raw materials are available simultaneously for equipment no. 1 to process. This is 0.95 x 0.95 x 0.95 (remember, equipment no. 1 is also only 95% reliable), which equals 0.86%. Since we have five raw materials in total and five consecutive pieces of equipment that are needed to process it, the overall chances that the shop floor can build Product A on time and in good quality is about 0.95^10, or about 60%.
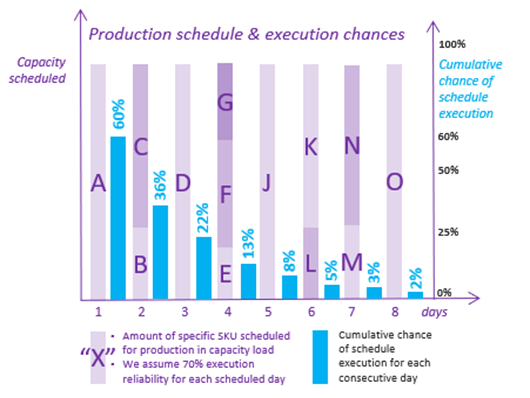
What’s more, as any company, our fictional shop floor has more than one SKU to produce with its limited time, resources, and materials. To do this effectively, the company uses a Master Production Schedule (MPS). In our second chart, below, you’ll see a sample MPS for eight days, including the launch of product A on the first day.
We’ve just reviewed a number of materials, and the working center needed to be available on time and in the right quantity to finish the job perfectly. In our example, the chance of success is about 60%. Let’s assume that chance of successful schedule execution each day is the same and equals 60%. So, what is the chance that everything goes according to plan two days in a row? 0.6*0.6=36%. It’s not hard to resume the calculations and understand that the chance that everything goes according to plan 8 days in a row (0.6^8) is less than 2%.
Feel free to use this logic and your data to estimate the chances of successful schedule execution in your company.
It doesn’t matter how early you arrive at the airport; you still have to wait for the plane. And it still doesn’t protect you from being late to your final destination, because your plane could be rescheduled due to bad weather conditions or for any other reason. The same logic holds on the shop floor. If you did your work much faster than expected, it doesn’t matter, because — in a dependent system — the next work station can’t start the next job before its current one is finished. In fact, the extra WIP you’ve created could complicate shop floor logistics and cause delays on finished products.
On the other hand, if you’re late, the next work station can’t start on time and will get behind, as well. That’s the fundamental feature of a dependent system, which one might articulate as: “delays accumulate, but gains never do.”
How is DDMRP Different?
1. Buffers mitigate variability and eliminate the bullwhip effect.
The only way to stop the bullwhip effect is to stop the amplification of variability across the supply chain and inside the production. That’s what DDMRP buffers were designed for.
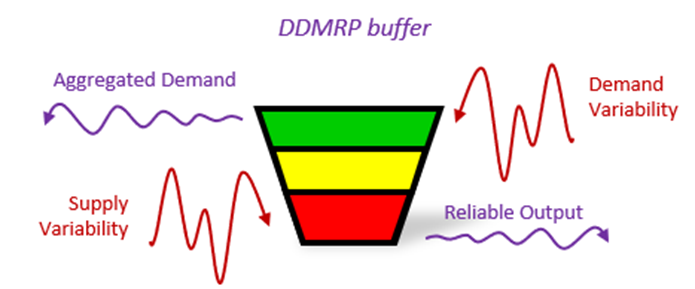
The Red Zone is a safety that’s embedded in the buffer. The job of the Red Zone is to ensure reliable output, or in other words, high service level for our customers, and protect against both supply and demand variability.
The job of the Green Zone is to aggregate demand variability and provide relatively uniform orders further down the supply chain.
2. There’s no need for long, detailed, frozen production schedules.
The job of DDMRP buffers is to decouple dependencies by creating points of independence with stored materials, time and capacity in critical points between layers of the supply chain and inside the BOM structure. The figures below compare MRP and DDMRP views.
Here we see the same products, A and B, with the same BOM and equipment routing path. But the operational approach differs. In the MRP world, we need to schedule product A at least 30 days ahead and wait for all dependent and subsequent operations to finish on time and with no error or delay. How reliable is that assumption?
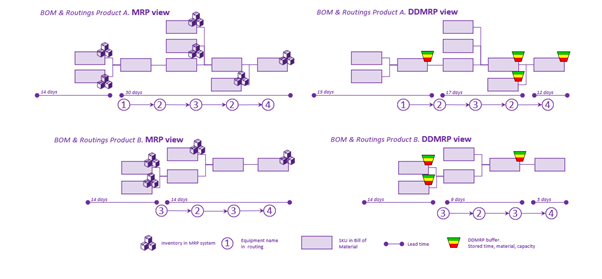
As DDMRP buffers create points of independence in BOM structure with stored materials, time, and capacity, this allows a reduction in lead time for product A of 14 days and one operation, and product B of 5 days and one operation. If lead time is shortened, there’s no need for long schedule freezes. As we mentioned earlier, the chances that everything will go according to plan were about 60% for product A.
In DDMRP, to produce product A, we only need to finish operation no. 4, because the result of previous operations is already stored in the buffer. And what’s more, we only need to rely on one final operation, with a reliability of 95%, which is more consistent than 60% in MRP.
The same logic applies to product B. Lead time is compressed from 14 to 5 days, and schedule reliability increased from 70% (0.95^7, because of 7 dependencies with 95% reliability each) to 95% (one final operation). That dramatic change in approach makes these new results possible.
3. We can lower inventory and improve service without improving forecast accuracy.
We all remember from the university that the only way to reduce inventory level and increase service level simultaneously is to improve forecast accuracy. The idea is so hardwired in the industry that a lot of professionals dedicate their careers in search of that “Holy Grail” of supply chain — a precise forecast. Knowing that a precise forecast is not achievable, they spend the rest of their time in search of a perfect balance. That is another myth in the industry. The myth goes, if you could find a perfect balance between inventory level and service level for a customer, you will be just fine. Ignoring simple facts, that precision in forecast is not attainable and that perfect schedule cannot be executed because of the dependent nature of MRP.
The ability of DDMRP to shorten lead times and increase adaptability enable us to store less inventory and more effectively cover demand or supply fluctuations without compromise. If the demand changes and planning priority changes, we will build what the market wants. The big difference is, we can adapt to market changes because we have stored time, material, and capacity, or simply because we have a DDMRP buffer. We don’t need to live in a perfect world anymore to make the planning system work. We don’t need to know the market demand in detail 30 days ahead in the hopes that all our suppliers and shop floor operations will work perfectly to make our schedule possible to execute. That’s why buffers were designed.
4. We build only what the market wants.
For planning, DDMRP uses actual sales orders. So the production planner could be the first person in the company to see and react to spike orders and assign shop floor operations to cover that demand. No need for the sales department to call planners and ask to make changes in the schedule, because there is no schedule. No need to ask to adjust to market demand, as production is driven by demand. It’s in the name of methodology, Demand Driven MRP.
DDMRP is an inventory management approach that’s perfect for the VUCA world, because it can adapt to a constantly changing and unpredictable environment. At the same time, it is more efficient and intuitive for users. It enables us to break a closed loop where the only way to increase service and lower inventory is to improve forecasts. But the forecast can’t be improved — especially not as uncertainty and volatility increases. DDMRP brings stability and visibility to shop floor operation to make your customers happy, and low inventories to make your warehouse and finance departments happy. Overall, high service means you and your customers are happy.









