
In our series on the 4.0 shop floor, we’ve examined how to start production orders at the right time, optimize production batch size, synchronize manufacturing flows, and accelerate production flows.
In this article, we’ll discuss how to automate finite capacity scheduling according to DDMRP principles.
Combining Pull Flow and Capacity Constraints
It’s important to pull manufacturing flows according to real customer demand. It’s even more important to do it in a realistic way that’s compatible with our production. DDMRP, like Kanban loops and MRP, is infinite capacity. We generate replenishment signals at the pace of market consumption, but we need smoothing to respond to it efficiently.
The principles of management were laid down decades ago via Lean and the Theory of Constraints: Heijunka, DBR, Conwip, etc.
We just need now to orchestrate this in the digital and Demand Driven era…
Automating Production Scheduling
Let’s face it: the vast majority of production operations are still scheduled in Excel or via physical boards.
This is not for lack of digital solutions, but it is probably linked to the complexity, the black box effect of these solutions — and to the specificity of the business rules that we would like to include in the algorithms. Very often, these business rules are not formalized, but rather trapped in the heads of a few key people.
The lack of automation and formalization of these scheduling processes, when the flows are even slightly complex, often leads to a slowing down of the flow: to stay in control, we may schedule only one operation per day or even per week, for example, which has direct impacts on lead times.
When there are hundreds or thousands of operations to orchestrate every day, dates to promise to customers, considering material availability, capacity and contingencies — digital solutions are needed.
Heuristics and DDMRP
To align the finite scheduling of key process steps with DDMRP priorities, Demand Driven Technologies has been developing specific logics for over ten years. The objective is to automate finite capacity scheduling via algorithms, but also to make these algorithms understandable and clear to users — trust is key for daily adoption!
One of the key elements is to feed the scheduling engine with consistent priorities, whether the requirements are replenishing inventory (MTS) or sales orders (MTO).
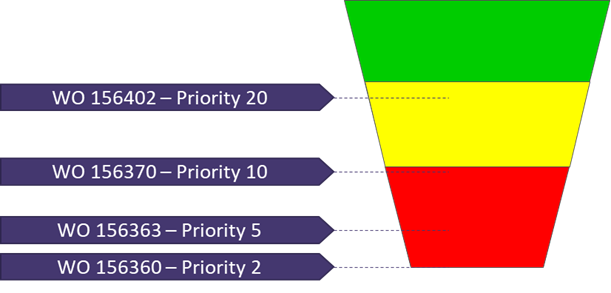
For example, if several production orders replenish a stock buffer, we assign each order a priority in the scheduling algorithm. A WO that resolves a shortage is assigned the highest priority, and will be scheduled before a WO that moves from yellow to green (according to the execution color scale). A similar logic is applied to the MTO flow, to feed the scheduling engine with consistent priority sets.
In this way we ensure that the finite capacity load of the constraint below considers the priorities of the orders according to the DDMRP buffers. The promised replenishment dates are consistent with this schedule. They take into account the time buffers to protect against contingencies, and the DDMRP execution alerts are permanently updated.
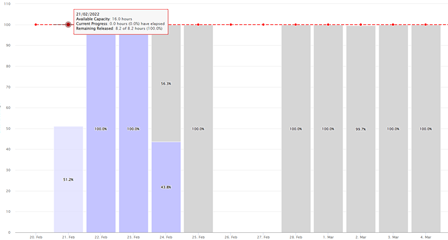
This allows you to have a realistic plan in a few seconds that is really driven by customer demand. This plan can then be refined by the planner, and through time buffers be adjusted in real time in the workshop.
The algorithms developed over the course of the implementations integrate other logics, for example grouping and sequencing, management of order hierarchies, management of “super peaks” of demand beyond the DDMRP peak detection horizon, etc. All in a clear and intuitive way for planners. When the key person who has developed the in-house scheduling logic over the years says, “Yes, I agree with this plan,” it’s a winner!
If you want to know more about digitizing your pull flow and automating your scheduling, please contact us; we will reveal some more Intuiflow manufacturing secrets…









