The topic of inventory management in the home appliance industry may seem narrow and highly specialized. In fact, the production of household equipment in all its diversity, from kitchen to computing appliances, captures a significant part of the consumer goods industry. This market is rapidly expanding and modernizing.
Operation activity in this industry has several features:
- Manufacturers must constantly develop new models, update the product range, and implement innovations to attract consumers and meet changing market requirements.
- Competition is tough, with global manufacturers and current high-quality standards forcing players to upgrade and renovate production lines, introduce new technologies and pay special attention to the efficient use of their inventory (materials, components, finished products).
- Production of finished goods uses many components. It’s more profitable to import many of them, which results in long delivery times (45-180 days).
For companies in this segment, this leads to the following consequences:
- Product ranges rotate frequently, and the process of bringing products in and out of the market must be managed effectively to avoid overstocks of finished products that are no longer produced or components that have been replaced in bill of materials.
- It is necessary to provide the manufacturing process with components on time and in full, given that their delivery takes a long time.
- It is necessary to be flexible and meet changing market demand to prevent losing sales and market share in a competition.
In general, effective inventory and process management becomes crucial for appliance companies to stay on track and gain a competitive edge in the market. This article is about a successful inventory optimization case in a household appliance manufacturing company (electrical household appliances). The company’s management implemented Demand Driven methods and installed Intuiflow to power the replenishment of its products. First, let’s get acquainted with the company and the results achieved.
The Client: A Consumer Appliance Manufacturer
The client is a manufacturer of household appliances for consumer consumption. This company has a strong position in the domestic market, but its main goal for the near future is to enter new markets and countries for export, and to open new production sites. The amount of information and the speed of product range expansion has gradually increased. Under these circumstances, executives realized they needed a solution for effective inventory management to achieve strategic goals and be confident in operations. They selected Intuiflow to provide integrated inventory management in production.
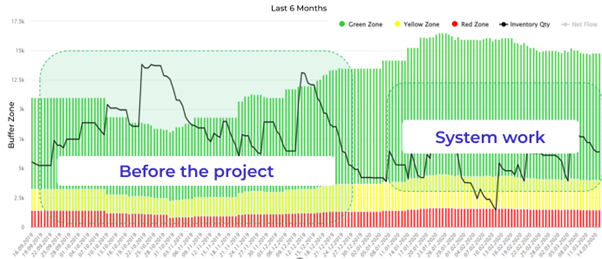
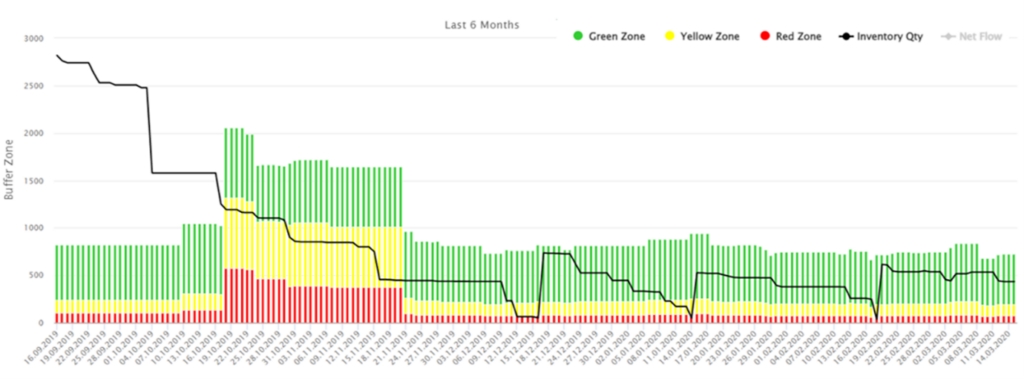
The Results: A 26% Drop in Inventory
After implementing Intuiflow, the company’s current inventory level decreased by 26% while reducing stock outs by 40% at the locations selected as a pilot project over the period under review.
The following effects were achieved at one of the flagship plants:
- Inventory level reduction by more than 19%
- Decrease in the number of critical SKUs by 52%
- Decline in SKUs with overstock by 13%
When publishing case studies of successful projects, it is usually mentioned about the implementation process, the “before” and “after” situation and the effects obtained.
But the factors have caused these results remain undisclosed though it is the point that concerns companies the most. The purpose of this article is to dive in and identify specific success factors.
So, what were the organizational, administrative, processes, and accounting changes that made it possible for the company to achieve the set KPIs?
1. Putting things in order in ERP
Putting things in order in the ERP significantly improved the quality of data for planning and, in general, the transparency of related processes.
Let’s set aside gathering and fixating in ERP data as minimal order quantities, multiples, order cycles, and lead times for manufacturing or supplies as the very first and obvious step towards building a correct auto-order. Here is an example of more significant changes and their consequences.
On-time fixation of supply orders in ERP system
Before the start of the project, most of the supply orders were in Excel or e-mail and were reflected in the ERP system only when they were actually “on the way” or when they needed to be received at the customer’s warehouse. One of the decisions in the project was to put the supply order in ERP at the time of its sending to the supplier.
Since it was necessary to control the implementation of this rule it was accepted that without the supply order in ERP top-management would not start the financial approval of payments for this order.
What are the outputs of this decision?
- It’s the basis for automatic replenishment. At any time in the ERP system (and in Intuiflow, respectively) there is always the relevant quantity of supply order expected to be delivered. Information has become available to everyone. Previously, it was necessary to send a request to a responsible manager to obtain this data. And if that person was on a business trip or vacation, then wait. It was so irrational, inefficient, and time-consuming!
- It has provided data for the analysis of supplier’s reliability, both by comparing the quantities of items ordered and items delivered and by comparing the date of order required by the schedule and the date of arrival.
Reflecting sales plans for nine months in advance in the ERP
Horizons of four months were sufficient for this company. However, in the system, the number of months may vary depending on the industry, seasonality, and lead time duration.
This decision has helped the company:
- Improve the accuracy of replenishment for imported raw materials with long lead times
- Provide similar information to the sales, production planning, and supply departments
- Incorporate seasonality
Early fixation of actual demand orders in ERP
Export, tender, and spike orders with large quantities in particular.
These actions have allowed the company to:
- Expand the horizon of visibility of such orders, especially spike ones that require early reaction, more accurate production planning, and balanced capacity loads.
- Move away from the urgent production in an emergency mode to a gradual building that requires volume in advance by the expected date of the order.
- Fulfill these orders with raw materials and components with better stability.
2. Shift in planning guidelines: From sticking to the plan to focus on an actual demand
At the end of each month company faces the question of what to choose:
- To produce items from the monthly plan with no open demand or a sufficient on-hand inventory
- To produce items that were absent from the original plan, but have current demand orders
The focus on an actual demand allowed the company to reduce the level of stockouts and risky SKUs significantly in favor of meeting real consumer orders, rather than fulfilling a plan that did not coincide with reality.
3. Reducing the operational planning horizon for more flexible reaction to changes in demand
Before the start of the project, production was planned for a week ahead without the possibility of adjusting this plan. During the implementation phase, it was decided to make the production plan fixed only for the next three days with the possibility of changes, starting from the 4th day. Therefore, if on-hand inventory for a SKU declined dramatically due to boost of sales or spike order, the replenishment priority for this item rises immediately which is reflected in the system’s main page and workbench. Now the problem is solved two times faster. According to the DDMRP methodology, critical SKUs are ordered first, followed by SKUs with a “medium” priority. This is a preventive measure, not to fight the risk of shortages at the time it arises, but to avoid it in advance.
4. Focus on planning priorities: Critical SKUs and overstocks
This task has a significant impact on increasing the availability and service level, as well as optimizing the stock structure.
Critical SKUs
The initial and main task of managers responsible for replenishment is to monitor, control and minimize positions with a high risk of shortage. This first but important step requires close attention from the plant’s management (director of production, financial director).
The days when required goods are not in stock result in lost profits for the budget and customer dissatisfaction, as well as a decrease in the company’s service level. This also can lead to a disruption in the flow and production rhythm because you will have to make urgent readjustments of equipment to cover the resulting shortage and delay in order fulfillment.
As mentioned above, the number of risky SKUs decreased by 37% by the end of the project due to a focus on avoiding shortages and working according to system priorities.
Overstocks
On the other hand, it is important to monitor not only the risk areas for lost sales, but also identify overstocks – SKUs that slow down the entire system because of freezing funds in their stocks.
Overstocks were digitized in the system, down to each SKU so it allowed us to estimate the quantity of items with the excess stock, their cost, and the percentage over the buffer for each part. Visual reflection of the SKU history in dynamics showed periods of time where stock level didn’t enter the buffer from delivery to delivery.
The plant’s team focused on finding out the reasons for the overstocks, allocated them into a separate group to provide appropriate actions, transfer to another location, return to the supplier, marketing activities, final write-off, or inclusion to the bill of materials of other finished products (if it’s raw material). There was also a regular analysis of which managers generated most of the overstocks, which suppliers and categories had the largest surpluses and what was the dynamics of this indicator from week to week.
Perhaps the main method against overstocks – not to create new ones and not to order too much – sounds obvious. But the implementation of this method becomes possible only after understanding what to consider as overstock (according to the methodology, this is every stock over the dynamically changing buffer).
For example, the company reduced inventory by $4,000 of 1 SKU by not placing an order until the net flow was in the medium priority. Further work in the system maintained an optimal stock without a threat to the availability of the part.
5. Optimization of system parameters
A great potential for reducing stocks lies in analysis of the main logistic parameters.
These are the production batches and the minimum order quantities of the supplier, which determine how often and how much on average the order will be. That affects the amount of expected inventory.
The methodology provides a tool called the Flow Index, which illustrates how long it takes for a batch of SKU to be utilized (sold or used in manufacture), and how much it costs for the company. This report shows the entire range and its “tail” (slow movers) to revise their parameters.
Cutting batches and MOQs will reduce inventory level, increase turnover, free up warehouse space, capacity, and equipment operation time while maintaining the level of availability.
6. Synergy effect from engagement of several locations of the supply chain to the system
The project scope included two plants, which related to each other — one plant was a supplier of semi-finished products for another plant that produced finished products. Before the project, both plants focused on their own performance rather than overall benefit. During the implementation, there were identified common SKUs (semi-finished products) that determined where it would be more profitable to place a buffer for them (strategic positioning) which prevented the stock to double two production sites and jointly control. The batches of these items had been revised so they respected not only production constraints and operational efficiency of the manufacturing plant, but also the turnover of these batches at the consumer plant. Also, there is a benefit for information flow: When an order is approved in Intuiflow, it is displayed as open demand for the manufacturing plant and as open supply for the consumer plant.
Inventory levels for joint semi-finished items decreased by 55% due to these actions. Also, it led to overstock reduction by 44%.
Conclusions
In this article, we’ve examined that organizational, administrative, process, and accounting changes have led the company to effective inventory management. It appears that implementation of new planning approaches and software launches comprehensive transformational processes all over the company. Using an innovative replenishment principle, automation, and fixation of all important input data in ERP, especially supply and demand orders, and system of alerts for early reaction on changes, allow focus on planning priorities and analysis. The reasons of deviations, revising logistic parameters — all these actions have resulted in impressive effects: Reducing stocks (by 26%), improving their structure (decrease in stock outs by 40%), and protecting information flow.