In our first article on the 4.0 shop floor, we looked at how to start production orders at the right time. Then, we discussed how to optimize production batch size, synchronize manufacturing flows, and accelerate production flows.
In this article, we’ll outline how to eliminate floating bottlenecks.
Trying to Catch up on Backlogs?
We were running behind in machining — the CNs were saturated. That’s it, we’ve added a team to the bottleneck station. We’re catching up on machining operations! But why aren’t we catching up with the customers? Damn, the welding and quality control departments are stuck. The lines are getting longer, and we don’t have the capacity or the skills available there!
Is this a caricature? No; some people may have recognized it as a real-life situation. Whenever the routings are a bit complex, or when there are shared resources, the phenomenon of floating bottlenecks is common. We thought we knew the capacity constraints — but they seem to be constantly changing.
If you have a manufacturing operation with a wide variety of parts — much of it made to order — it becomes complicated to balance capacity and set and keep reliable delivery dates, because constraints seem so unstable.
However, these phenomena can also be found in industries that are known for more in-line flows, with high volumes — for example, it is not uncommon to observe floating bottlenecks in pharma.
Better Planning Helps Eliminate Floating Bottlenecks
If you are experiencing this phenomenon, you certainly need to rethink your production planning practices. There are several levels at which you need to ask yourself questions — and answer them — in order to avoid this operational instability.
When designing your operating model you need to have a clear vision of what your real constraints are, in terms of capacity and skills, and choose your driving constraints. This is an exercise that we have already mentioned and to which we will return on our blog. If you don’t have a clear idea of your constraints, of the control points by which to pace your flows, and of the capacity and skill buffers, you risk suffering an unstable operating model.
During your S&OP and medium-term planning, the rough-cut capacity plan allows you to anticipate loads by critical resources, and to adapt capacities (shift pattern, subcontracting, staffing) in advance. Please note that your constraints may change over defined periods of time. It is possible that from April to June it is machining that is leading, but that in July-August it is assembly — and therefore you will adapt the control mode by time range. What you want to avoid is that everything moves from one day to the next.
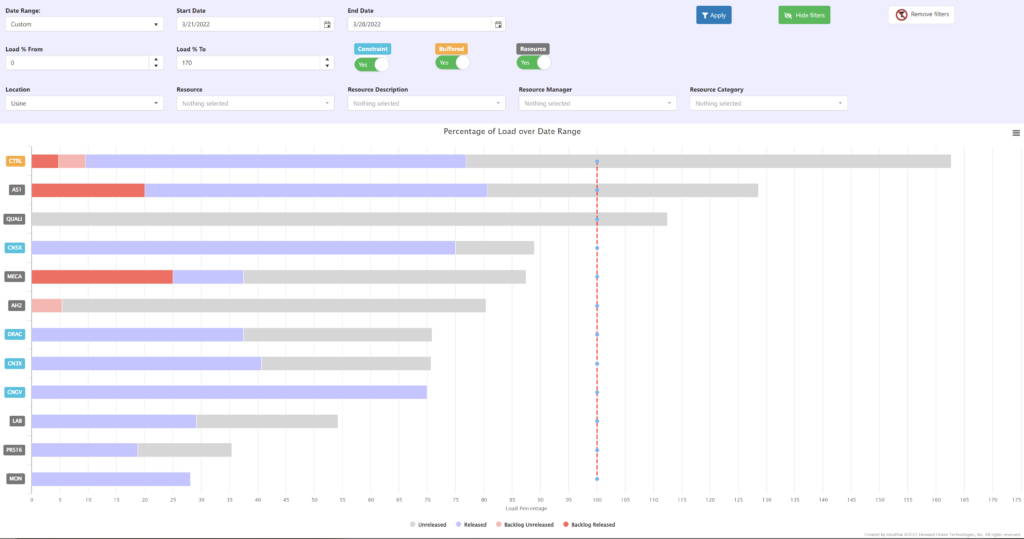
Also during S&OP, the system load view also allows you to diagnose which resources are at risk by time period.
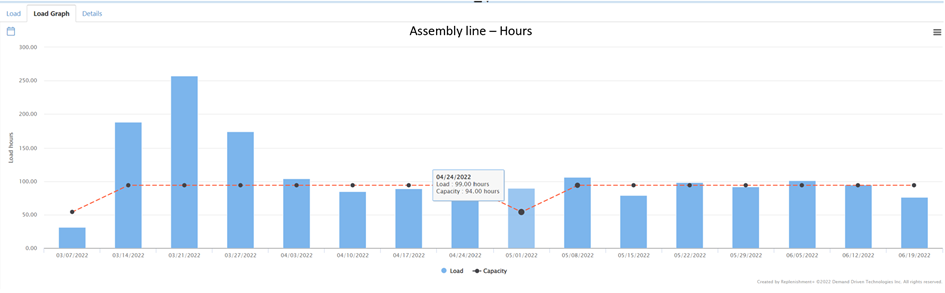
This system load view will then be essential on your customer engagement horizon. Whether you manufacture to order, to stock or in a mixed mode, you will monitor the load / capacity balance on all your resources. Beforehand, you must have constrained your flows by loading your identified constraints at finite capacity.
This system load graph allows you to identify other resources, which normally have capacity in excess of your constraints, but which may have point overloads. If the point overload on these resources (called “capacity buffers”) is likely to starve the downstream time buffers or constraints, you need to temporarily position more staff, work overtime — or move orders by adjusting by exception the scheduling of constraints.
The combination of the system load view and the finite capacity load of your constraints allows you to promise your customers validated and reliable availability dates, and you will execute this plan without experiencing floating bottlenecks.